Complete Guide To Hot Runner System
In the recent global environment, mold makers and molders must look for ways to minimize cost and reduce production time. This is because they are interested in remaining competitive in the market. Suppliers of hot runners offer a wide variety of solutions to help address this phenomenon. This is done to overcome competitive pressures and meet the need of the customers at the same time. However, in this space, the system ranges from pre-manufacture, to configurable, and to completely customized systems. As a result, the difficulty arises from which hot runner will meet the need and be the most cost-effective. With a wide range of choices, how do we know the right system for a mold?
This blog post provides comprehensive information about hot runner systems available today. It includes features and benefits of the hot runner system, what to consider when choosing a hot runner, and many more.
1. What is Hot Runner System?
A hot runner system is a feed system which is an assembly of heated components for plastic injection molds that conveys molten plastic from the machine nozzles into the cavities of the molds. The mold cavities are the shaped part from which the molten plastic is formed.
2. Advantages of Hot Runner System
The hot runner system offers quite a wide variety of advantages for its users. As a result, the hot runner has increasingly become the runner technology of choice used in molding thermoplastics. Although there will be an ongoing demand for the cold runner, the advantages of the hot runner are impressive in the industries. They include:
- Flexibility in Designs
- Improvement in the Efficiency of Molding System
- Melt Flow Balance
- Molding Automation
- Optimal Part Quality
- Processing Cost Reduction
- Reduction in Cycle Time
- Runner Elimination
2.1 Flexibility in designs
One of the major advantages of a hot runner is design flexibility. The ability to locate a wide variety of points on the part constitutes an interesting and desirable thing about a hot runner. The hot runner allows the gate to be placed at the most favorable location for part aesthetics and optimum filling. This is possible as a result of the usage of hot tip gating, edge gating, or valve gating. This flexibility offered by the hot runner also extends to the mold. It is evident where the flexibility in gate location helps to cool, optimize cavity orientation, and mold simplification.
2.2 Improvement in the efficiency of molding system
To start hot runner molds is generally easy. This is because there won’t be any solidified runners to be removed after each under-filled shot until a full mold shot is achieved. It’s also interesting to know that when the system reaches operating temperature the mold is ready to run. Improvement in efficiency is also achieved because lower injection pressure is needed. This will help to reduce mold deflection, platen deflection, and also to lower slash caused by component movement.
2.3 Melt flow balance
The hot runner also offers a flow advantage in the sense that the melt channels are in separate externally heated manifolds These channels are well insulated from the surrounding mold plates. In comparison with the cold runner plate, the hot manifold can be designed to have flow channels on multiple levels. This helps to ensure that the resin flows at the same length from the nozzle to each cavity. This flow ensures the same channel profiles and diameter, the same number of turns, heat soak, and pressure loss. In essence, the plastic reaches each cavity at the same thermal history and pressure irrespective of their numbers. This in-built pressure and temperature control are beneficial for resins that exhibit narrow processing windows.
2.4 Molding automation
Due to a need for accurate flash-free plastic parts, the hot runners also help to achieve mold automation. This is a result of its benefits when used in automation processes. There are no runners to get tangled in the mold mechanisms, in addition to its part dimensional consistency. In light of this, there has been an increasing number of industries that are automating their plastic assembly and molding.
2.5 Optimal part quality
The elimination of the cold runner will ensure better packing and filling conditions. In the flow of plastic through the old runner, heat is lost to the mold plates. This causes a pressure drop that results in under-filled parts and sinks marks. In contrast, the hot runner helps to maintain a melt flow balance at a constant temperature from the nozzle to the gate to fill and pack the cavities. In essence, it helps users to take advantage of highly accurate and interchangeable cavities to achieve dimensional quality and accuracy. However, if a cavity should get damaged or out of specification, it’s easier to stop the cavity from producing faulty parts or reduce heat to its hot runner nozzle.
2.6 Processing cost deduction
Although the hot runner may contribute to the mold’s expensive nature, in the long run, it is cost-effective. This is evident by helping to reduce the plastic waste during processing and the reduction in cycle time. As a result, there is a productivity improvement.
2.7 Reduction in cycle time
In most situations, the density of the cold runner is about half of the total shot weight. Usually, it is much thicker in section than the molded part wall thickness. Eliminating the cold runner and the use of hot runner will help to reduce the cycle time. This is because the cooling time is being controlled by the thickness section. Besides, the hot runner is time-saving in the injection times and injection screw recovery because of the smaller shot size.
2.8 Runner elimination
In the industry, materials are becoming more sophisticated with the increasing cost of purchase. As a result, the hot runner’s counterpart (cold runner) becomes an expensive scrap. In medical application, it Is important to know that the runner that falls off can’t be reused. This may be attributed to the cost of regrinding which may be noisy and dusty, cost of storage, and many more. If we refer to high cavitation molding operations, there is a great problem in the scrap and regrinding. The use of hot runners has helped to eliminate the regrinding and cost problems due to the absence of the runner.
3. Disadvantages of Hot Runner System
While the hot runner system offers a wide range of significant advantages over the cold runner systems, users of molds also need to understand the disadvantages of hot runner systems. It will help users to decide effectively before choosing the right runner system for their projects. To sum up, the disadvantages of hot runner systems include:
- The complexity of operation & Maintenance
- High requirement for equipment
- Increased cost
- Thermal contraction and expansion
- Degradation of heat-sensitive resin
3.1 The complexity of operation & maintenance
The hot runner mode of operation and maintenance is complicated. As a result of its complexity, it may easily damage the hot runner part if proper precaution is not taken. This may lead to a big economic loss for the company. Likewise, for new hot runner users, it may take a while to gain the experience for proper maintenance and operation.
3.2 High requirement for equipment
The requirements for the use of hot runner is on the high side. The hot runner mold requires precision processing machinery in both cooperation and integration. If the requirements are not supplied at its best, the components may develop serious problems during production. For example, whenever the plastic seal is faulty, then the plastic melt overflows and damages the hot runner components. Another example – when the nozzle and the gate are not properly placed, it will affect the product quality negatively.
3.3 Increased cost
In terms of cost, hot runner components are expensive. This in turn leads to a significant increase in the general cost of purchasing the hot runner mold. Also, if your company has a low production rate, then the use of the hot runner may be unnecessary or not economical. In developing countries, the use of hot runner systems is widely affected due to its expensive nature.
3.4 Thermal contraction and expansion
There are different hot runner systems out there with various designs. For some of these hot runners, they exhibit thermal contraction and expansion. This is attributed to the constant heat produced during processing. Also, heat radiation produced during the period of production may be difficult to control.
3.5 Degradation of heat-sensitive resin
The use of a hot runner system for heat-sensitive resins may require extra care and great expertise. If proper care is not taken, users may have to deal with degradation. The degradation may be in the form of sight color change or as complex as the cross-linking of the molecular chain.
4. Hot Runner System Types
The hot runner system exists in two common forms which include the fully hot runner and semi-hot runner.
4.1 Fully hot runner(Open type hot runner)

The fully hot runner is simple and allows for large plastic injection molding. This type of hot runner is highly required in high-precision molds. One of the reasons for its wide usage is its simple structure and its ease of installation.
4.2 Semi Hot Runner (Valve Needle Type, Valve Gate Type)
The valve needle type hot runner helps to control the flow of plastic into the cavity of the mold. This is done by the use of mechanical shut off pins that allow the nozzle of the hot runner to open and close at the tip. There is a better production of plastic parts and a faster cycle due to the ability to control the flow of material. The use of valve gating allows for automation to enable faster mold start-up stringing and drooling of melt at the gates and a wider processing window.
5. The Composition Of The Hot Runner System
There are many designs of hot runner systems by a wide variety of companies. Irrespective of the designs, there are common parts that are common to all hot runner systems in the industrial space. They include:
- Hot Runner Nozzles
- The Manifolds
- Temperature Controllers
- Flow Control
- Connections
5.1 Hot Runner Nozzle

The hot runner nozzles are manufactured to link to the cavity. These nozzles may gate into a sub runner which leads into the cavity or directly gate into the part. The following are the types of hot runner nozzle styles:
- The threaded Nozzles
- The single Valve Gate Nozzles
- The Support Ring Nozzles
- The Sprue Bushings
5.2 The Manifolds
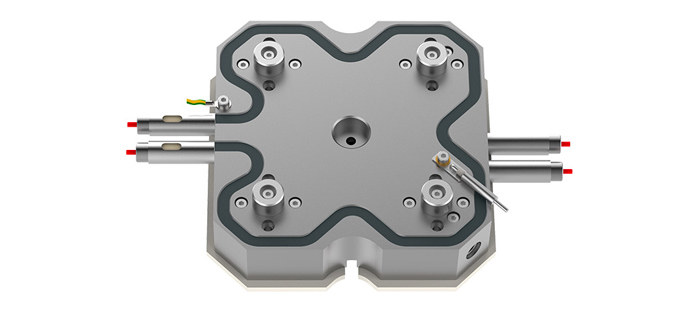
The manifolds are referred to as the devices that hold the hot runner nozzles. They guide the plastic melt from the distributor bushings straight to the respective nozzle gates. The manifolds come in varieties of standard forms and can also be built based on specifications. For example, there are manifolds for the Support Ring Nozzle, Threaded Nozzle, and many more.
5.3 Temperature Controllers

The hot runner temperature controller helps to provide additional flexibility when interchanging between hot runners. It provides complete diagnostic feedback with a high degree of control over a wide temperature range. For the majority, a standby setting of temperature can be achieved on the hot runner temperature controller. This device also automatically lowers the temperature whenever there is an interruption in the molding cycle. This functionality is important to eradicate the degradation of materials due to overheating in the cycle interruption. Another importance of the temperature controller is that it can record changes made to temperature settings during the process. As a result, the standard ISO standard molding operation can be achieved at all times. Lastly, the controller can help to recall multiple molding recipes for a fast mold setup.
5.4 Flow Control
The flow control as a part of the hot runner system uses the valve technology to control the flow of molten plastic via the nozzles. There are different patented flow controls standards while some are manufactured based on specifications.
5.5 Connections
The essence of the connections in the hot runner system is to provide the functionality to the system. They include thermocouple, pneumatic, electrical, hydraulic, and coolant connections.
6. How Hot Runner System Works
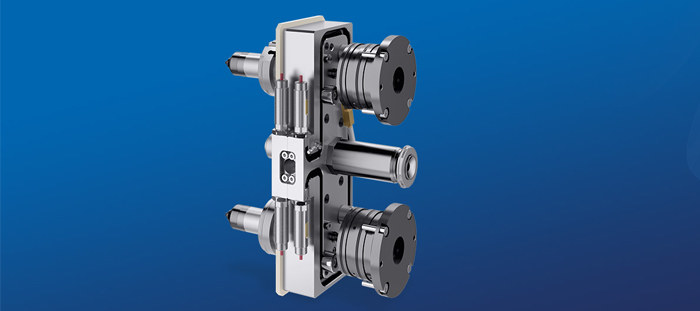
The hot runner molds are made up of two plates that are heated with a manifold system. The function of the manifold is to maintain a consistent temperature. This is done by keeping the molten thermoplastic in the runners at the same temperature as the temperature of the heating cylinder. Furthermore, the molten plastic is then delivered by the heated runners to the nozzle. These nozzles move on to fill the core mold to form the final part or shape.
The heated system is enclosed in a separate plate which remains stationary during the molding cycle. Then, the core molding plate opens up to reveal the end molded part with no runners attached.
7. Important Things To Consider When Choosing A Hot Runner System

As soon as the decision to incorporate a hot runner system into a mold arises, the question of what to look for accompany this decision. With many independent manufacturers and suppliers out there, the type and choice of systems have become so numerous. And as a result, the only common phenomenon is the term “hot runner”.
To obtain all the molding efficiencies, it is important to know that a hot runner comes with different options. One must be precise in selecting the best option for a mold to obtain improved productivities. Therefore, the following are the things to consider when choosing a hot runner system.
- Service Provider: Before choosing a hot runner system, make sure that the supplier offers product service, start-up assistance, and training.
- A complete hot runner assembly: Find out if the hot runner is assembled “bolt-on system” and tested or the supplies are just components to be assembled. This is very important because if assembled you need no extra charges for assembling the components. If no assembled, you’ll require the service of an expert for assembling the components.
- Range of Product: Be sure that the suppliers offer an extensive nozzle range of hot tips, edge gates, multi-tips, valve gates, hots sprues, and many more. This design flexibility helps to achieve the optimum system for molding applications.
- Expertise: Search for suppliers who have a wide background in mold and mold applications. As a result of such expertise, the supplier will offer guidance in the location of the gate with possible part orientations. This will help you achieve optimum filling and packing, gate strength, gate cooling, and more.
- Testing of resin: research if there is an availability of resin testing or R&D facility. This will help to assist the OEM or mold maker to choose the perfect hot runner system type, nozzles, parameters for applications, and resins.
- Balance in resin flow: Be sure that the supplier offers channel sizing, flow analysis, and design capabilities. This is important to produce a mechanical and thermally balanced hot runner system. This means that the system must be large enough to give a small relative drop in pressure without causing too much residence time.
- Melt Channels: Be sure that the manifold is cleanable when the system is full of degraded resins. Also, make sure that the channels are designed to be smooth without sharp corners or dead spots but rounded corners. This will ensure a free flow of resins in the system.
- Insulation: Ensure that the nozzle and the manifold assemblies are well insulated to avoid heat loss and excessive power consumption.
- Plate ruggedness or Durability: Be sure that the hot runner plates are machined from a solid block of pre-hardened stainless steel. This helps to achieve durability and ruggedness for maximum support around the manifold. Also, it results in minimum deflection under high clamp tonnage and injection pressures. Lastly, it confers longevity with minimum maintenance.
- Easy Maintenance: research whether the gates can be cleaned easily. Also, make sure that the part can be easily replaced when they wear off. Such as the replacement of nozzle tips, heater bands, thermocouples, a valve system, and many more.
8. Hot Runner VS. Cold Runner, What Is The Difference?
The hot runner and the cold runner differ from each other. To differentiate both, we will use their respective advantages and disadvantage to draw comparisons. They include:
- Hot runner usually do not need manual removal of extra plastic while the cold runner does require extra removal
- Hot runner exhibit fast cycle times than the cold runner system
- Hot runner system has eliminated the regrounding and recycling of plastic waste after each while cold runner has to recycle
- The hot runner has a faster production time than the cold runner
- The hot runner system is more expensive than the cold runner system
- Hot runner systems require additional external and internal heating sources
- Hot runner system requires higher maintenance cost compare to cold runner due to its complexity
9. Hot Runner F.A.Q
Summary
As we have shed more light on the hot runner system, it can be seen that an increasing overall molding efficiency. This is achieved in the reduction of energy cost, cycle time, labor and cost of materials, and more. It also helps to improve the quality of produced parts which allows for more flexibility in molding applications.
In conclusion, the hot runner system offers a wide range of benefits over its counterpart – the cold runner system. And it should be a key consideration when specifying a mold for a thermoplastic molding application. Contact us for more information and guidance on the hot runner system.
