Sinker EDM Vs. Wire EDM, What is The Difference?
Electrical Discharge Machining (EDM) is a powerful machining technique with unconventional capabilities to machine any conductive material regardless of its mechanical properties. When the traditional method touches its limits, EDM comes into action. This process enables manufacturers to create parts with high accuracy.
In this article, we will briefly discuss Electrical Discharge Machining (EDM) and its two types, Sinker EDM and Wire EDM, as well as their features, advantages and applications. By the end of this article, you will be able to choose the best option for your manufacturing or EDM program.
What is electric discharge machining (EDM)?

Electro discharge machining (EDM) is a non-traditional machining technology that is based on the phenomenon of electro-erosion during pulsed spark discharge between the tool and the workpiece (positive and negative electrodes) to remove excess metal to achieve the predetermined size, shape and surface quality of the workpiece.
It manufactures custom parts with extremely high precision and accuracy, using heat energy to separate the material from the workpiece. Manufacturers turn to electro discharge machining (EDM) when CNC milling and turning operations cannot provide the required cutting results (for example, deep cavities and sharp internal corners are required).
EDM is popular because it can achieve extremely complex shapes that are difficult to produce with milling. It also excels in different applications of hard materials such as titanium. EDM is a subtractive manufacturing technology that uses electric sparks for machining. There are two types of EDM, namely sinker EDM and wire-cut EDM. Below we will discuss the specific differences between these two types.
Difference between Sinker EDM and Wire Cut EDM
Sinker EDM

Sinker EDM is a revolutionary material construction for producing complex geometries and extremely precise cuts that are not possible with conventional machining. This method requires the use of electrodes made of copper or graphite that are pre-machined to have the desired shape. The electrodes are then sunk into the workpiece to produce a shape that is the opposite of the original shape.
How Sinker EDM Works?

Both the electrode and the workpiece are completely submerged in a dielectric fluid, and a high-frequency current is applied between them. The electrode acts as the cathode (connected to the negative pole) and the workpiece acts as the anode (connected to the positive pole).
When the workpiece and the electrode are close to each other after energization, a strong electric field breaks through the fluid between the workpiece and the electrode (the fluid becomes a conductor), and the electric current manifests itself in the form of an electric spark.
The spark generates high temperature, melting part of the material to be processed (the electrode will also be partially melted), the dielectric fluid condenses and flushes away the striped material, the electric current is constantly on and off, the workpiece and the electrode to maintain a certain feed rate, in order to complete the processing of the workpiece.
Features and Advantages of Sinker EDM

- The workpiece and tool electrode are not in contact during machining, and the material is removed by electric spark discharge.
- Can process very hard materials, such as carbide, hardened steel, tool steel
- Various complex shapes can be processed, including internal cavities, blind holes, thin walls, and sharp corners.
- Sinker EDM can achieve very high machining accuracy, reaching micron and even nanometer level.
- There is no cutting force in the machining process, which will not produce stress concentration or deformation.
Applications of Sinker EDM
Due to its unique machining advantages, Sinker EDM is widely used in many fields where high precision and complex shapes are required, the following are some of the Sinker EDM applications
Mold Manufacturing: High precision molds such as plastic molds, die casting molds, stamping molds.
Aerospace: Aircraft engine parts, turbine blades, precision parts.
Medical Devices: Medical device components and surgical tools such as scalpels, orthopedic implants.
Electronics Industry: Microelectronic parts, precision connectors and electronic components.
Automotive: Automotive engine parts, gears, bearings.
Tool Manufacturing: Various carbide cutting tools, drills, punches.
Wire Cut EDM

Wire EDM process which is also called wire erosion, wire burning, or spark EDM uses the same technique as sinker but in wire cut. Unlike the Sinker EDM process, which is used to form internal recesses, wire cut EDM is used to cut internal and external contours.
EDM die is replaced by very fine electrically charged wires. Wire EDM works on parts that are resistant to conventional processes. In this method, thousands of sparks are discharged on metal workpieces for cutting, but these parts must be electrically conductive such as steel, alloy, titanium, and brass.
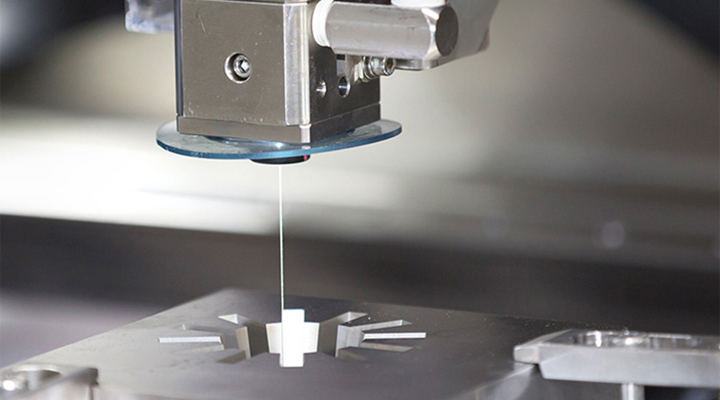
How Wire EDM Works?
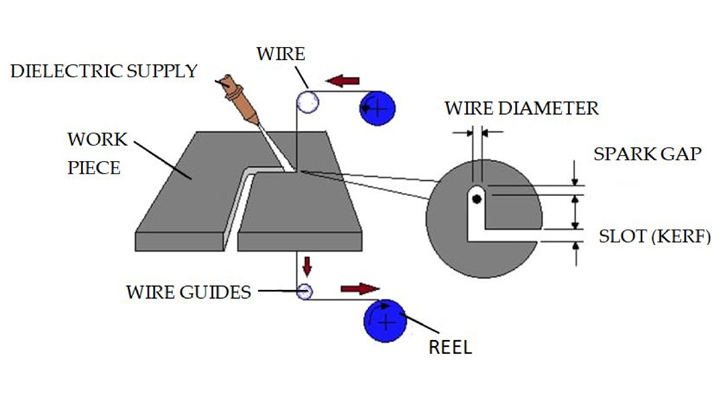
Using a moving fine metal wire (copper or molybdenum wire) as an electrode, the workpiece is cut and shaped by pulsed spark discharge. This technology differs from traditional machining methods in that it mainly utilizes electrical energy to achieve processing of materials, and therefore is not limited by the nature of the material and can process any hardness, strength, or brittle material.
In the process of wire EDM, spark discharge is generated between the electrode wire and the workpiece by pulse current, and the workpiece is cut and processed by utilizing the corrosive effect of pulse discharge. Because a wire electrode is used, wire EDM can only perform contour cutting processing. When the gap between the workpiece and the wire electrode is small enough to be penetrated by the pulse voltage, a spark discharge is generated between the two and the workpiece is cut. The workpiece with arbitrary curve contour can be processed by controlling the stepping motor to drive the X and Y pallets to move through the instruction issued by the numerical control device.
Features and Advantages of Wire EDM
- As the electrode wire is very small, it can process fine special-shaped holes, narrow slits and parts with complex shapes, and it can achieve extremely high processing accuracy, with an accuracy of ±0.005mm and a surface roughness of Rα 1.25~2.5um
- It is suitable for processing parts with complex shapes and small sizes, especially some irregular shapes with flexible shapes
- The workpiece surface is less affected by heat, and the heat generated during the processing is mainly concentrated in the cutting seam, which is suitable for processing heat-sensitive materials and is conducive to maintaining the dimensional stability of the workpiece
- Wire cutting will not generate force on the parts, avoiding deformation of the parts, which is conducive to processing low-rigidity workpieces, and the processed surface has high finish, less burrs and good surface quality
- Due to the narrow cutting seam generated during processing, the actual metal removal is very small, and the material utilization rate is high, but the processing cost is high, which is not suitable for large-scale processing.
- Wire EDM can give the fast processing and the project can be set up and completed in a short lead time
Which process should I use?

In this new era of technology and advancement, there are lots of machines to familiarise with. If you are just started or expanding your scope, the EDM is the answer to all of your questions. Depending upon your need and consideration there are two types of EDM you can use which are sinker and wire EDM.
If you want to produce dies and molds with the production of plastic injection molding cavities, you should use sinker EDM as it is the most common application of sinker EDM. This process also helps the manufacturer to achieve incredible detailing and production of a wide range of components in different industries including the aerospace and automotive industry.
If you are run small production and need tight tolerance your priority should be to wire EDM. Wire EDM is the most cost-effective and time-saving than other methods available in the market. It is also widely used in the aerospace and medical industry for the making of different types of equipment and parts. This process requires no post-machining thermal treatment, which means no heat stress and less chance to distort the surface of the material.
What Materials are Machined with EDM?
In theory, EDM can be used to machine any conductive material.
However, due to the slower material removal rate of EDM compared to conventional machine tools, the EDM process is best suited for machining hardened tool steels, titanium, cemented carbide, tungsten carbide, Inconel, etc., which are difficult to machine with conventional methods.
Why does EDM require high frequency current?
Because both the electrode and the workpiece need to be cooled. The short time of energization makes the spark time very short and the heat is not enough to conduct deep into the electrode and workpiece, which plays the role of micro-machining and protecting the electrode. Also, the period of power off facilitates the flow to wash away the corroded material and fill the spark gap with new flow. However, the process is so rapid that the number of sparks between the electrode and the workpiece exceeds thousands, if not to ten thousand, per second.
Does DEK provide EDM services?
DEK provides extremely reliable and industry-leading EDM machining precision services and provides solutions for prototyping, production and custom EDM machining services. Our EDM machining requires fewer electrodes, which reduces overall manufacturing costs.
Choose DEK's EDM machining Service, you can get 0.005mm machining accuracy and roughness Rα 0.15~0.2. Our EDM wire cutting accuracy is also 0.005mm, but the roughness is Rα 0.8. Start your new project with DEK, contact us now.
Conclusion
In summary, electrical discharge machining (EDM) is a process that uses electrical discharges to manipulate the shape and physical properties of materials. In this article, I believe you have a basic understanding of this machining method. Therefore, you can choose the option that best suits your needs to get the best results.
DEK provides the best electrical discharge machining (EDM) processing services, allowing you to get the best results with the highest precision and the shortest delivery time. You can always contact our engineers for technical support so that you can be more clear about the processing steps and production delivery time.
