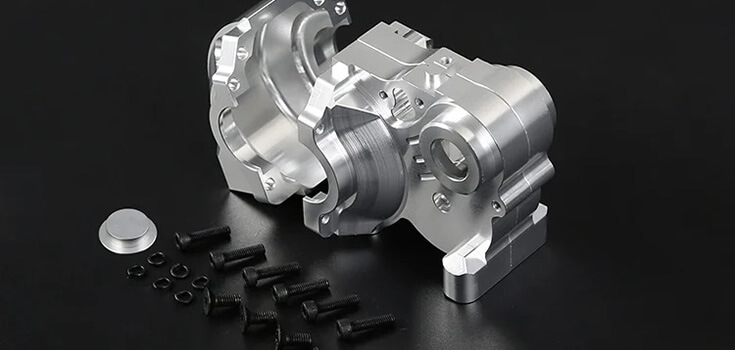
Large gearbox housings require precise bearing bore alignment, flat sealing surfaces, and controlled wall thickness. Maintaining coaxiality between shafts and ensuring smooth assembly fit are key challenges.
At DEK, we use multi-axis CNC boring and milling centers, combined with rigid fixturing, to maintain bore-to-bore positional accuracy within ±0.01 mm. Sealing faces are precision milled and surface-finished to meet required Ra values.
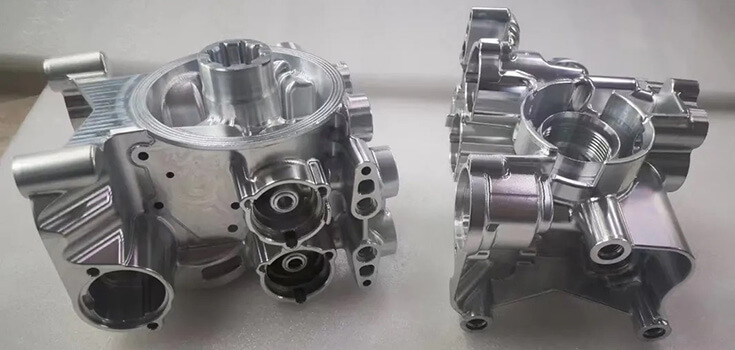
Our inspection process includes CMM verification of shaft alignment, surface roughness measurement, and thread gauging, ensuring every housing meets functional requirements before shipment.
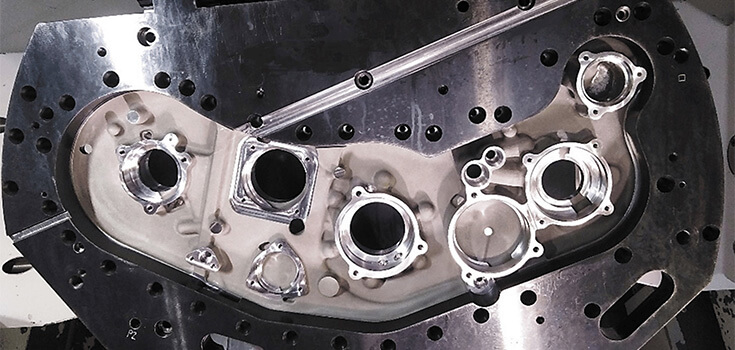
Bores are finish-machined using CNC boring mills with fine-tuned feed rates to maintain roundness ≤0.01 mm. CMM verifies center distances and positional accuracy.

Rigid multi-axis setups ensure shaft bore alignment ≤0.02 mm across long spans. Custom fixtures eliminate thermal distortion.
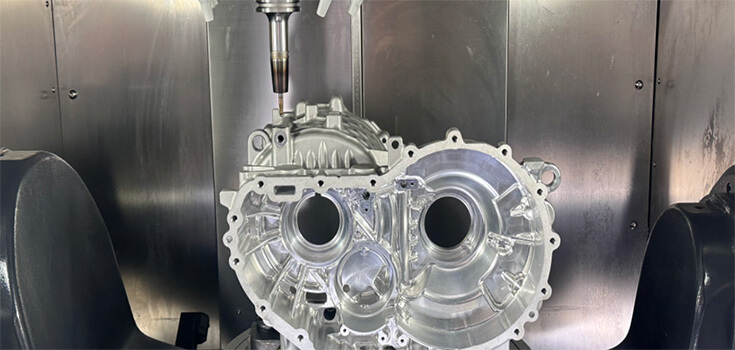
Capable of handling gearbox housings up to 1.5 m, with precision face milling for flatness ≤0.03 mm.

Tapping and thread milling performed post-finishing, using thread gauges for 100% verification of critical fastener points.













Precision, fast turnaround, and zero defects - mechanical engineers rely on DEK when failure is not an option.
Send us your drawing—we’ll provide fast DFM feedback and a precise quote, no minimum order.