Aircraft engine parts often involve thin-wall geometry, tight coaxiality, high-temperature alloys, and complex internal channels, making them extremely challenging to machine with stable precision.
At DEK, we handle these complexities using simultaneous 5-axis machining, multi-step fixturing, and real-time tool path correction. We apply special strategies for heat-resistant materials like Inconel and titanium alloys.
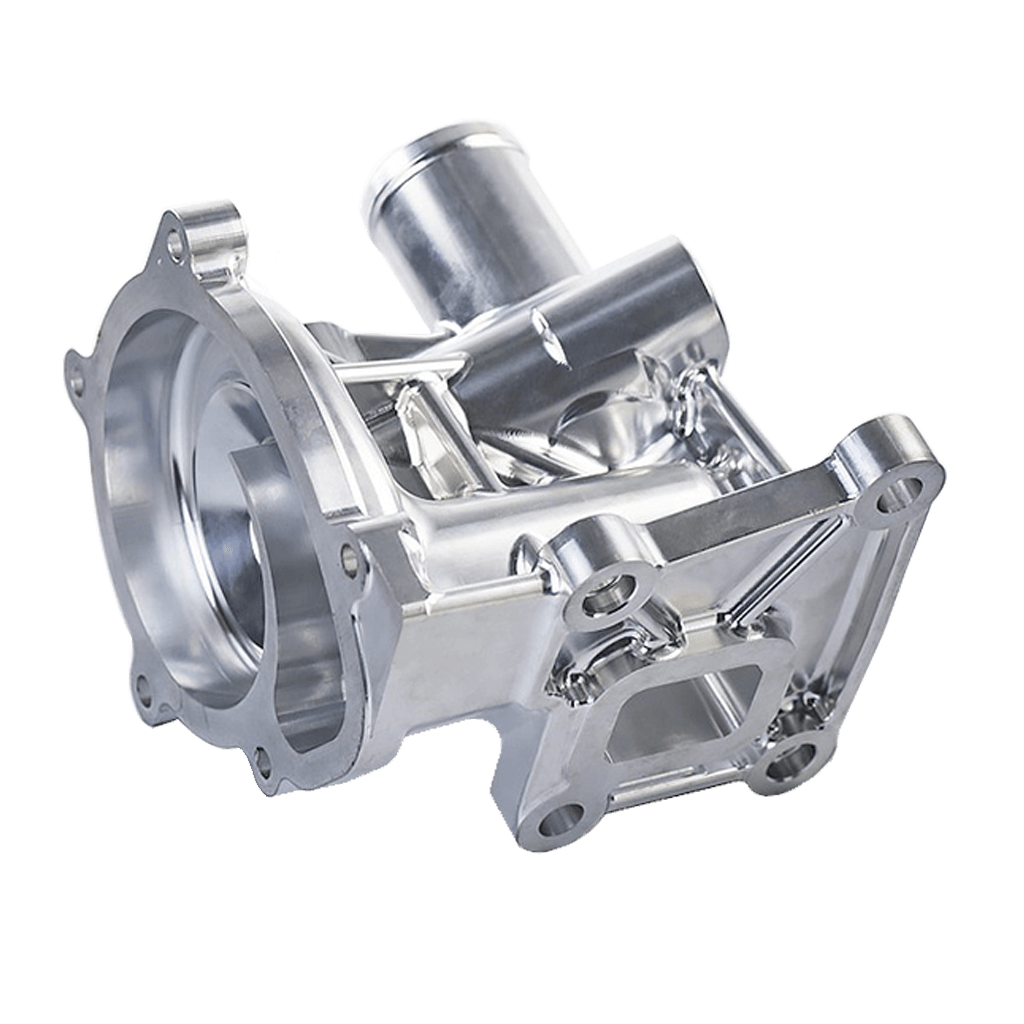
Critical geometries such as sealing faces and bearing seats are validated with roundness and runout control, ensuring parts meet flight-grade requirements. All production is backed by aerospace-grade process documentation.

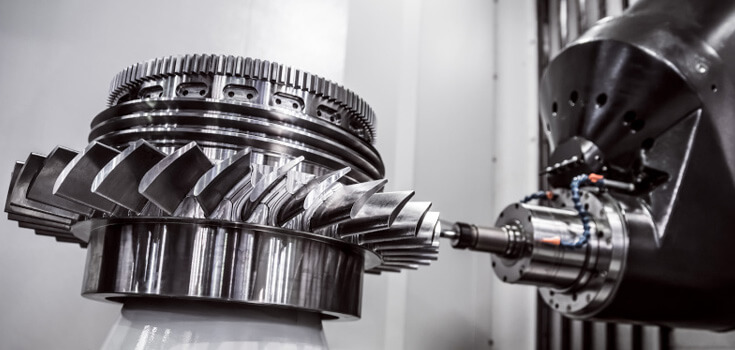
For turbine blades, impellers, and casings, we use simultaneous 5-axis milling to control blade-to-hub transitions and leading edge profiles within ±0.005mm. Tool orientation is optimized to minimize deflection and ensure surface continuity.

We regularly machine Inconel, titanium, and cobalt-chrome alloys using low-speed, high-torque spindles and controlled chip evacuation to avoid microcracks. Custom coolant systems help reduce tool wear.

For sealing rings and aerodynamic interfaces, we apply sequential grinding, honing, and polishing operations to reach Ra 0.2μm. Surface roughness is verified using profilometers and optical comparators.

Deep-threaded M-port holes and wall thickness <1mm are handled with custom cutting cycles, torque control, and probe-based verification. Thread quality is validated with ring/plug gauges.

For bearing bores and shaft interfaces, we machine under one clamping and check runout <0.01mm using CMM and roundness testers. Each feature is aligned to a defined datum system.














Precision, fast turnaround, and zero defects - mechanical engineers rely on DEK when failure is not an option.
Send your 3D files or drawings now—get fast DFM feedback, lead time, and quote from our aerospace machining team.