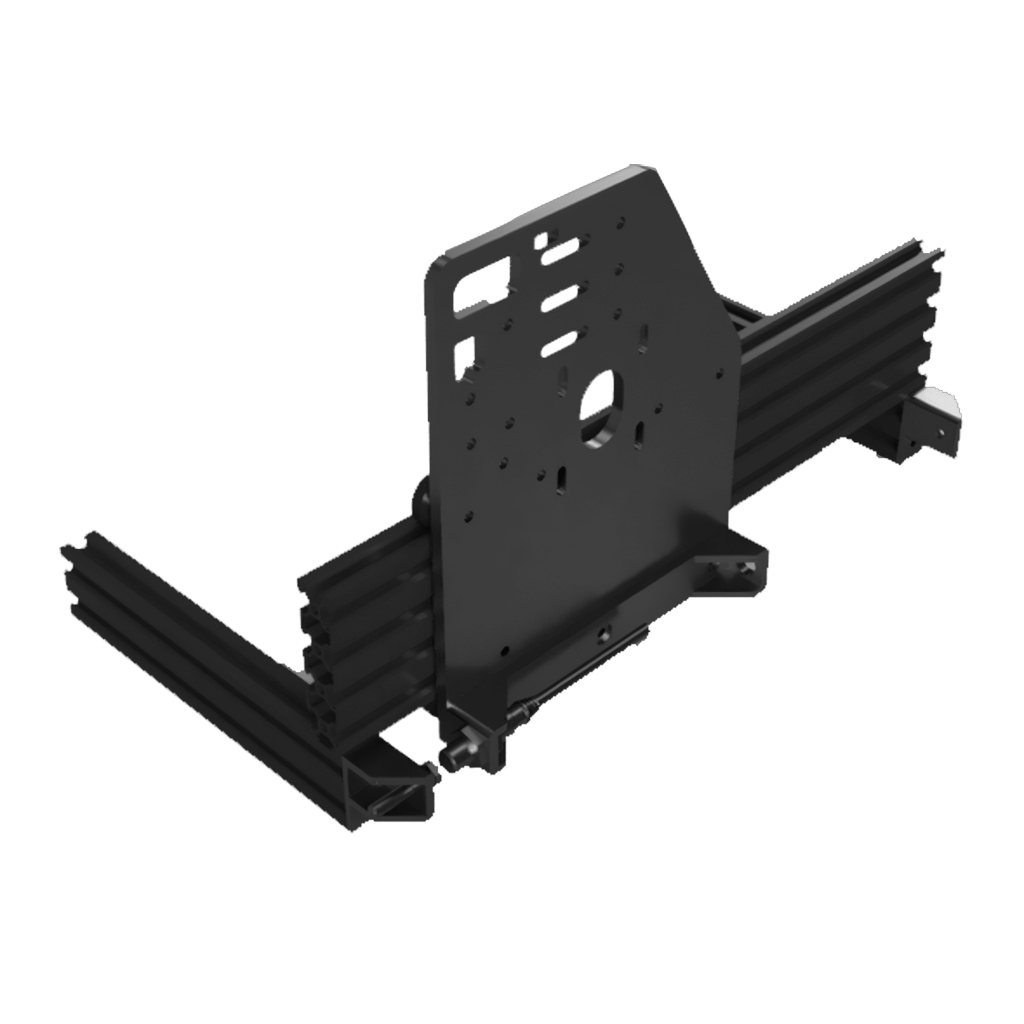

Sensor brackets often require tight positional tolerances between mounting holes, precise angular alignment, and stable flatness to ensure accurate sensor calibration. Material deformation during machining is a common challenge.
DEK applies 5-axis simultaneous machining to maintain true position within ±0.01 mm and parallelism within 0.02 mm. Fixtures are designed to minimize distortion, especially on thin-wall structures.
All machined brackets are verified using CMM and optical projectors, ensuring hole-to-hole distances, angularity, and surface finish meet the drawing requirements without post-fit adjustments.
We use 5-axis simultaneous milling to machine complex bracket geometries in a single setup, maintaining positional accuracy between mounting planes. This reduces cumulative error and ensures alignment in multi-sensor assemblies.

Mounting holes are finished with reaming or boring to achieve H7 tolerance fits. True position is verified using CMM probes to avoid misalignment in sensor installation.

For brackets under 3 mm wall thickness, custom fixtures and balanced toolpaths minimize deflection and residual stress. Final inspection confirms flatness within 0.02 mm.

Aluminum brackets receive bead blasting for uniform texture, followed by Type II or Type III anodizing. Coating thickness is monitored to ±2 µm for consistent fit.













Précision, rapidité d'exécution et absence de défauts - les ingénieurs en mécanique font confiance à DEK lorsque l'échec n'est pas envisageable.
Send us your drawing—we’ll provide fast DFM feedback and a precise quote, no minimum order.