

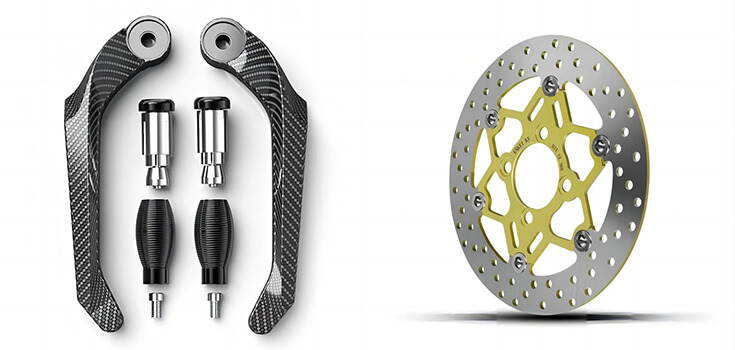
Motorcycle parts often involve complex contours, tight shaft-hole fits, and high strength-to-weight ratios. Challenges include tolerance stack-up, surface integrity post-anodizing, and dynamic load-bearing interfaces.
DEK addresses these through 5-axis simultaneous machining, custom fixture design, and optimal toolpath strategies. For shaft and bearing fits, we control roundness and coaxiality using CMM-based verification.
Each part undergoes surface pre-treatment (bead blasting or polishing) before anodizing or coating. Our experienced engineers select the right feed, speed, and tool to avoid microcracks or warping in aluminum or titanium alloys.
For bearing seats and shaft holes, we use reaming, boring, and final pass grinding to hold ±0.01mm. Roundness and runout verified with CMM and dial indicators.
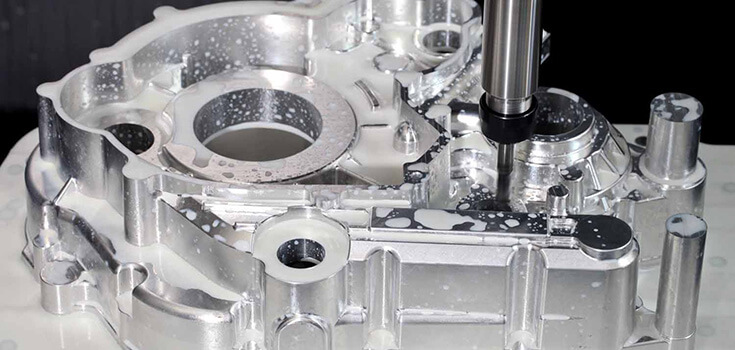
Triple clamps, brackets, and sprockets require multi-face access. We use 5-axis simultaneous milling to eliminate setup errors and maintain form tolerance.

Parts are bead blasted or polished before anodizing. Surface roughness Ra<0.8μm achieved consistently. Color uniformity ensured for visual components.

Turning centers handle shafts and spacers with precision. Concentricity, runout, and thread pitch are verified with gauge pins and thread gauges.

For chromoly steel and titanium, we apply pre-machining stress relief and post-machining heat treatment. Avoids distortion under high RPM stress.














DEK provides the precision, speed, and zero-defect manufacturing that mechanical engineers trust for their most critical applications.
Send us your drawings—we’ll provide fast DFM feedback and a precise quote, no minimum order.