Carburizing vs Nitriding: A Detailed Comparison
Carburizing vs nitriding is a common comparison in surface hardening processes. It is used to improve the wear resistance and abilities of steel components. Both methods modify the surface properties while keeping the core tough, but they differ in process conditions and results.
A clear understanding of the differences between carburizing and nitriding permits the manufacturer to make an appropriate choice concerning the treatment of gears, shafts, and precision components, considering performance, cost, and application requirements.
Che cos'è la carburazione?
Carburizing is a heat treatment process that increases the carbon content at the surface of low-carbon steel. The component is heated in a carbon-rich environment, permitting the diffusion of carbon atoms into the surface layer.
Subsequent to carbon diffusion, the part is satisfied to a martensitic hard case with a softer and ductile core. This combination increases resistance to wear, impact strength, and load-bearing properties in such kinds of mechanical components.
Advantages of Carburizing

High Surface Hardness
Carburizing provides a very hard outer layer on steel components. This outer hardened surface resists wear, abrasion, and surface deformation during continuous operations. It is especially suitable for components open to sliding or rolling contact subjected to heavy mechanical loads.
Tough and Ductile Core
While hardening the surface, the core is kept tough and ductile. This enables the components to absorb shock and impact without suffering cracks. Gears, shafts, and other load-bearing mechanical parts are highly suitable for carburizing.
Improved Fatigue Life
Carburized parts are better able to withstand cyclic loads. The hardened case will slow crack initiation, while the soft core will help prevent sudden failure. Fatigue strength is enhanced in components employed in high-speed or repetitive-motion systems.
Wide Material Compatibility
Carburizing is compatible with low-carbon steels and alloy steels available at low cost. These materials are in common supply, making this process suitable for mass production in an automotive or industrial setting.
Cost-Effective for Mass Production
Per produzione di massa, carburizing is cost-effective. This technique permits identification with respect to the treatment of batches in order to reduce the cost of treatment, per part, for automotive and industrial applications.
Disadvantages of Carburizing

High Processing Temperature
Carburizing is associated with really high temperatures, usually above 900°C. It results in high energy consumption and operational costs. The high temperatures also put a lot of stress on the furnaces and tooling used for the process.
Risk of Distortion
Tempra is a stage that can cause dimensional distortion. Products with fairly complex geometries may have to be machined again after treatment. The warpage formed during this quenching process, leading to increased production time and cost.
Long Cycle Time
Carburizing takes time. A case depth form needs quite a prolonged heating time. As a result, production slowed down in comparison to other types of surface hardening.
Surface Oxidation Issues
If not controlled properly, carburizing can yield oxidation or decarburization at the surface. This also influences the quality surface and may require subsequent finishing operations.
Process Control Complexity
Needs tight control over temperature, time, and carbon potential; poor controls might lead to differential hardness or inconsistent case depths, thus not conducive to part performance.
5 Types of Carburizing Treatment
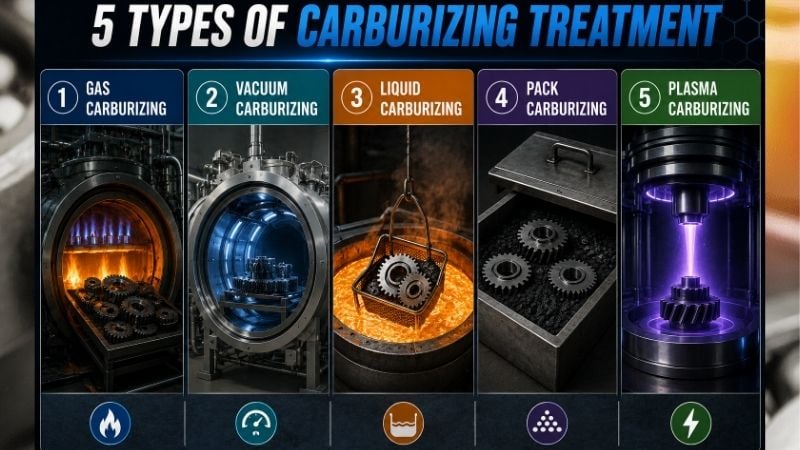
Carburazione a gas
Gas carburizing is the method of diffusing carbon into the surface of steel with the aid of carbon-rich gases. The process would make an even case depth. It is applicable for automotive and industrial mass production owing to good process control.
Carburazione sotto vuoto
This process takes place at low pressure. Vacuum carburizing controls the carbon concentration accurately, cleans the surface, and reduces oxidation even more. This application is considered to be the best for highly loaded and very precise components.
Carburazione liquida
Melting has been used so far as the main process introduced in molten salt baths. The carbonization occurs on the surface of the part to be treated. Fast transfer of carbon, uniform hardening, but with tightened control over the environment and safety.
Pack Carburizing
The parts are placed in solid carbon materials inside sealed containers. It is a very simple and cheap process, but it offers very little control over case depth and uniformity.
Carburazione al plasma
Plasma carburizing uses ionized carbon-containing gases. It gives control, decreased distortion, and improved surface quality. It makes it suitable for advanced industrial applications.
Applicazioni della carburazione
Applications of carburizing are in automotive components like gears, camshafts, and transmission parts, where high wear resistance is needed. It is also used in applications where load handling capacity is important, such as industrial gears, sprockets, and shafts.
Machine tools, agricultural machinery, and construction machinery have been carburized to obtain the long-life carrying capacity working under harsh conditions.
What is Nitriding?
Nitriding is a low-temperature treatment to harden the surface of steel. Nitrogen is introduced into steel at relatively low temperatures; this nitrogen reacts with other alloying elements, whereby hard nitride particles are formed at the surface.
Compared to carburization, nitriding does not require quenching; hence, distortion is kept minimum. Hardness and wear resistance are achieved without compromising dimensional accuracy and properties of the core.
Advantages of Nitriding

Minimal Distortion
Nitriding does not lead to distortion since there is no quenching while the temperature is kept low. This feature actually fits for precision components with high tolerances.
High Surface Hardness
The hard nitride forms excellent surface hardness, which enhances wear resistance and lengthens component service life in very rigorous industrial conditions.
Improved Fatigue Strength
Nitriding does indeed induce surface compressive residual stresses on the components, which tend to delay the initiation of cracks and, therefore, improve the fatigue strength under cyclic loading conditions.
Better Corrosion Resistance
Nitrided surfaces are better against milder corrosion. Therefore, nitriding can be applied in cases exposed to moisture or lubricants, or mildly aggressive environments.
Eccellente finitura superficiale
Nitriding will not require cleaning and polishing of the surface. Nitriding usually avoids post-treatment machining, which averts the complication of time spent in finishing, therefore reducing production costs.
Disadvantages of Nitriding

Limited Selection of Materials
Nitriding is most suited to nitriding-forming alloy steels. Most plain carbon steels respond poorly to nitriding, and so the choice of material is limited.
Shallow Case Depth
Nitriding produces a case hardened to a much shallower depth than tempering. This may not prove sufficient for components subjected to heavy impact or deep surface stress.
Longer Processing Time
Nitriding cycles can be long despite much lower temperatures involved. This leads to a major drop in overall output for a high-volume production environment.
Higher Initial Cost
The high cost of nitriding installations and process control systems raises initial investments when compared with carburizing.
Not Suitable for All Applications
For deep case hardening or high load capacity applications, nitriding is insufficient to meet the performance requirement.
4 Types of Nitriding Treatments

Gas Nitriding
Gas nitriding is the process by which ammonia gases are introduced into the steel surface for nitriding. The nitrogen from the gas then reacts with alloying elements to make hard nitrides. The benefits of the method are excellent wear resistance, good fatigue strength, and minimum distortion due to this method, which is important to precision components.
Plasma Nitriding
In plasma nitriding, ionized nitrogen gas is energized by a very strong electric field. This method of ion-nitriding provides fast dynamic processing times and greater uniformity compared to classical methods. It is particularly suitable for complex shapes and for highly precise parts.
Salt Bath Nitriding
Salt bath nitriding involves dipping the component into molten salts containing nitrogen. It is a quick process, creating a uniform hardened shell around the component. Beyond the obvious improvements in wear resistance and fatigue life. It poses a significant health hazard and requires careful content safety procedures.
Liquid Nitriding
Liquid nitriding results in thin nitride layers having excellent surface hardness and corrosion resistance. It is typically used with tools and machine parts that demand moderate wear resistance and superior surface finish.
Applications of Nitriding
Nitriding is commonly used in crankshafts, molds, and extrusion screws, where wear and dimensional stability are important in their designs. It is also frequently applied to aerospace and tooling components. Precision-engineered components like valves, hydraulic implementations, and engine elements benefit from nitriding in fatigue strength and surface durability.
Carburazione vs. nitrurazione

Both differ mainly in processing temperature, case depth, and distortion behavior. Carburizing creates a deep hardened layer, which is useful under heavy-load applications.
Nitriding is very useful for providing dimensional stability and surface hardness without quenching. The major deciding differences would be application requirements, material selection, and performance criteria.
Process Temperature and Time
Carburizing usually takes place at elevated temperatures, typically 900°C or higher, needing long heating and cooling cycles. Such a situation causes high energy costs of processing and a prolonged duration of processing.
Nitriding is performed at relatively low temperatures, that is, from 500°C to 550°C. Cycle times could be long; low temperature eliminates thermal stress and distortion of the material.
Surface Hardening Process
Carburizing hardens steel by diffusing carbon onto the surface, and quenching is performed to obtain limited hardness. The presence of a strong structure can be formed. Nitriding diffuses nitrogen that reacts with alloying elements to produce hard nitrides. This is followed by no quenching, thereby producing a stable and hard surface layer.
Hardened Layer Depth
Carburazione produces a deep hardened layer ideal for components subjected to heavy loads and impact forces. The depth can be varied by adjusting the time of the process. Nitriding tends to develop a relatively shallow case. The case with high surface hardness is suitable for precision components subjected to moderate loads.
Case Hardness
Carburized components achieve high hardness after quenching, which translates into excellent wear resistance. However, uniformity in hardness depends on process control. Very high surface hardness is delivered by nitriding due to nitride formation. The hardness has good stability and uniformity and can be used in applications where consistent performance is needed.
Resistenza all'usura
Carburizing greatly improves wear resistance, especially for applications in sliding and rolling contact. It does well under heavy mechanical stress. Nitriding gives added protection against wear in dry and lubricated environments. The nitride layer lowers friction and prolongs the service life of the components.
Resistenza alla fatica
Carburizing improves fatigue strength by combining hard surface properties with tougher core properties. It resists crack initiation under cyclic loading. Nitriding improves fatigue strength by inducing compressive residual stresses on the surface. It makes nitrided parts resistant to the initiation of surface cracks.
Resistenza alla corrosione
Carburizing gives limited corrosion resistance unless combined with supplementary coatings or treatments. The hardened layer mainly contributes to mechanical properties. Nitriding causes an increase in corrosion resistance due to the formation of stable nitride layers. It makes it suitable for components exposed to slightly corrosive environments.
Distortion
Distortion during carburizing may occur due to high temperature and subsequent quenching. Additional machine operations may be performed to achieve dimensional tolerance. Nitriding produces distortion due to its temperature and the absence of any quenching, making it great for precise components.
Applicable Materials
Carburizing is best suited for low-carbon and alloy steels designed for case hardening. Material applicability becomes very wide and cheap. Nitriding includes some elements like chromium, molybdenum, or aluminum, in low-alloy steels from which nitriding is to be carried out. Compared to that of nitriding, material selection becomes limited but produces perfect results in surface performance.
Factors to Consider When Choosing Between Nitriding and Carburizing

Nitriding or carburizing is chosen depending on the loads, the depth of case, and how tight the dimensions must be. Components subjected to high loads are best carburized. Nitriding is suitable for precision parts.
Other factors include material compatibility and production costs, and cycle time. Differences in the processes of carburizing and nitriding confirm optimum performance and reliability in the long run.
Conclusione
Carburizing vs nitriding is an essential decision in surface engineering, as each process serves different performance needs. Understanding the difference between helps manufacturers select the correct method based on load, wear resistance, and material requirements.
If you are looking for precision manufacturing, optimized surface treatment decisions, and expert engineering support, DEK provides reliable CNC machining and surface treatment solutions tailored to your application needs. Contact us today.
