Se intendete lavorare su un progetto di lavorazione che prevede tagli angolari precisi, la comprensione della fresatura angolare è fondamentale. Questa tecnica di fresatura aiuta a garantire precisione ed efficienza e può anche aiutarvi a realizzare geometrie e progetti complessi che non possono essere realizzati con la fresatura normale.
In questo post, esploreremo i processi coinvolti, i tipi di frese angolari, i vantaggi della fresatura angolare e così via.
Che cos'è la fresatura angolare?
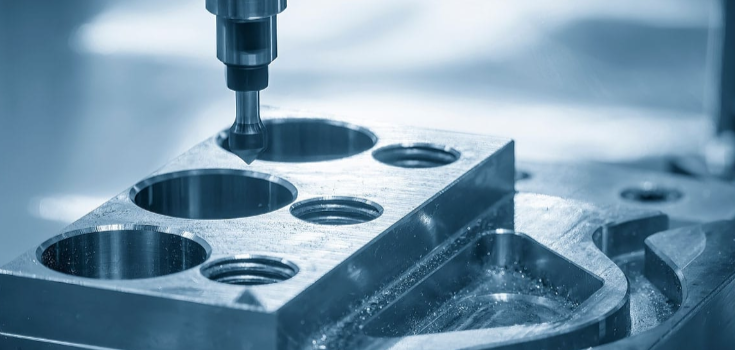
Si tratta di un metodo di fresatura unico nel suo genere, utilizzato per tagliare i materiali con angoli specifici, esclusi i 90 gradi, fino a ottenere il design, la forma o la geometria desiderati.
Questa tecnica di lavorazione utilizza procedure specializzate per generare caratteristiche angolari come smussi, intagli, bordi smussati, scanalature a V, ecc.
A differenza della fresatura convenzionale, utilizzata per creare superfici piane di base, la fresatura angolare è adatta alla produzione di scanalature e finiture angolari complesse.
Tipi di frese angolari

Di seguito sono riportati due tipi di frese angolari da tenere in considerazione.
Fresa ad angolo singolo
Gli utensili di fresatura monoangolari sono utilizzati per operazioni di fresatura con una sola faccia angolata.
Di solito sono progettate a 30, 45 o 60 gradi, anche se è possibile trovare altri angoli personalizzati in base alle proprie esigenze. Le frese ad angolo singolo sono utilizzate in smussatura, smussatura e lavorazione di scanalature e bordi su un solo lato.
Fresa a doppio angolo
Sono utilizzate per progetti di lavorazione complessi che prevedono due facce di fresatura angolate. Di solito, hanno due elementi di taglio angolati che consentono di creare scanalature a V su un pezzo.
Sono disponibili a 45, 60 e 90 gradi. Grazie ai profili avanzati ad angolazione multipla che possiedono, contribuiscono a migliorare l'efficienza e la velocità del lavoro, poiché non è necessario riposizionarli e regolarli frequentemente.
In cosa si differenzia la fresatura angolare dalla fresatura normale?

La fresatura angolare si distingue dalla fresatura regolare o fresatura convenzionale tecnica nei seguenti modi.
Geometria di taglio
La fresatura regolare viene solitamente utilizzata per creare superfici piane con gli utensili di fresatura che si muovono perpendicolarmente o parallelamente al pezzo. Nella fresatura angolare, le operazioni di lavorazione vengono eseguite con angoli specifici per formare scanalature e bordi.
Utensili da taglio
In una normale operazione di fresatura, vengono utilizzati utensili per la fresatura frontale e per la fresatura terminale, mentre nella lavorazione angolare vengono applicati utensili unici a fresa singola e doppia per ottenere una precisione e una funzionalità adeguate nel processo di produzione.
Applicazioni
Mentre la fresatura normale è adatta per la lavorazione di componenti con caratteristiche e geometrie di base, come scanalature, blocchi, ecc.
Processo di fresatura angolare

Ecco un processo di fresatura angolare da seguire passo dopo passo:
Processo di pianificazione e preparazione
Questa è la prima fase e comporta la preparazione dei materiali e delle frese, la progettazione di disegni e progetti e così via.
A questo punto, è necessario decidere l'angolo del pezzo, se è di 30, 45 o 60 gradi, o se è necessario un grado personalizzato. Questo vi aiuterà a selezionare la fresa più adatta.
Oltre a questo, è necessario scegliere una fresa singola o doppia in base al progetto su cui si sta lavorando. Anche il materiale della fresa ha la sua importanza; ad esempio, il metallo duro è in grado di gestire molti pezzi metallici con resistenza alla trazione da moderata a elevata.
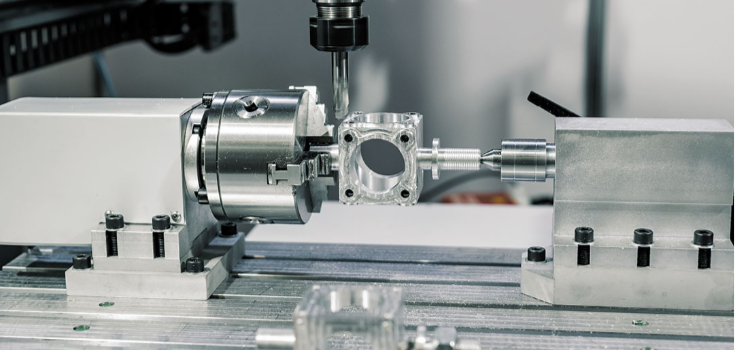
Set up della fresatrice
In questa fase, si imposterà la fresatrice per il processo di lavorazione angolare. È necessario verificare se la macchina è dotata di una funzione di inclinazione della testa.
Successivamente, è possibile utilizzare uno strumento di misura come un comparatore per verificare se l'inclinazione è corretta e se è allineata ai requisiti di fresatura.
Nelle situazioni in cui la macchina non dispone di una funzione di inclinazione, è possibile generare gli angoli necessari fornendo dispositivi saldi, come le tavole rotanti, per sostenere il processo di fresatura.
A questo punto, è necessario controllare l'assetto della macchina per verificarne la solidità e l'allineamento. In questo modo è possibile ottenere la precisione richiesta, migliorare la durata degli utensili e lavorare in modo efficiente.
Impostazione del pezzo da lavorare
Poiché il processo di lavorazione angolare genera molte vibrazioni e forze, è necessario assicurarsi che il pezzo sia fissato saldamente.
L'utilizzo di attrezzature specializzate o di morse sinusoidali create per la fresatura angolare è fondamentale per garantire un'impostazione stabile del pezzo. Una volta fissato il pezzo, è possibile utilizzare uno strumento di misura per verificare nuovamente l'allineamento.
Lavorazione dell'angolo
Il processo successivo consiste nell'iniziare le operazioni di lavorazione vere e proprie. Una volta iniziata la fresatura dell'angolo, è necessario iniziare con velocità di avanzamento e velocità del mandrino stabili.
Ciò consente di ridurre il chattering dell'utensile e di evitare deviazioni che potrebbero influire sul livello di finitura e precisione.
È inoltre necessario utilizzare il refrigerante per ridurre l'accumulo di calore. Anche testare il processo di lavorazione in anticipo per quanto riguarda la velocità e gli avanzamenti aiuta a garantire che si ottengano i parametri corretti per l'operazione di fresatura.
Controllo qualità

Infine, si procede a un'ispezione approfondita per garantire che i risultati della lavorazione soddisfino i requisiti del progetto desiderato.
Si tratta di verificare se il livello di precisione, la finitura superficiale, le dimensioni, le tolleranze, ecc. soddisfano le specifiche previste. Sebbene il controllo di qualità finale sia fondamentale, è bene ispezionare questi parametri durante il processo di lavorazione.
Materiali comunemente utilizzati per la fresatura angolare
Molti materiali metallici sono utilizzati nelle operazioni di fresatura angolare. Ognuno di essi ha proprietà proprie che lo rendono compatibile con questo processo di lavorazione. Di seguito sono riportati alcuni dei materiali e i parametri da conoscere.
| Materiale | Durezza | Resistenza alla trazione | Lavorabilità (% di B1112) | Applicazioni |
| Acciaio (carbonio e lega) | 120-250 | 400-1500 | 50-70% | Essenziale nell'ingegneria strutturale, nella lavorazione di parti e componenti. |
| Acciaio inox | 150-600 | 480-2000 | 40-50% | Utilizzato per la creazione di apparecchiature mediche e componenti per la lavorazione degli alimenti. |
| Leghe di alluminio | 25-150 | 90-570 | 150-300% | Fondamentale nella progettazione di parti aerospaziali e automobilistiche e di componenti elettronici. |
| Ottone | 55-100 | 200-550 | 100-150% | Utilizzato per la creazione di apparecchiature estetiche, parti idrauliche e strumenti musicali. |
| Leghe di titanio | 180-420 | 650-1400 | 20-30% | Importante per la produzione di componenti aerospaziali e automobilistici e di apparecchiature biomediche. |
| Rame | 35-110 | 200-400 | 20-100% | Essenziale nella produzione di componenti elettrici e idraulici. |
| Leghe di nichel | 150-500 | 600-1400 | 10-40% | Utilizzato nella produzione di apparecchiature per il trattamento chimico e di componenti per l'ingegneria navale. |
Vantaggi della fresatura angolare
Ecco alcuni dei vantaggi delle operazioni di fresatura angolare:
Efficienza migliorata
La lavorazione angolare consente di generare più elementi angolati su un pezzo in un'unica operazione. In questo modo, è possibile massimizzare il tempo e la manodopera, ottenendo al contempo una maggiore produzione.
Alta precisione
Con la fresatura angolare è possibile ottenere componenti con una precisione adeguata. I metodi di fresatura aiutano a garantire il raggiungimento degli angoli necessari durante la produzione, eliminando così le deviazioni e generando pezzi che soddisfano le specifiche e le funzioni richieste.
Ciò lo rende prezioso per la creazione di componenti aerospaziali, medici e sportivi.
Economicamente vantaggioso

Con questa tecnica è inoltre possibile massimizzare efficacemente l'utilizzo del materiale. Nella fresatura angolare si lavorano solo le parti necessarie, evitando così lo spreco di materiale.
Finitura superficiale perfetta
La fresatura angolare offre un tocco di finitura uniforme. In questo modo non è necessario un processo di finitura finale e si possono risparmiare tempo, manodopera e costi.
Design e funzioni migliorati
Senza la fresatura angolare, la creazione di alcuni componenti non sarebbe possibile. Con questa tecnica si progettano geometrie complesse e intricate.
In questo modo, diventa più facile generare pezzi con caratteristiche specifiche, estetica, funzioni e così via, portando a una maggiore soddisfazione dei clienti.
Limitazioni della fresatura angolare
Complessità del set up
L'impostazione di una fresa angolare insieme al pezzo e alla macchina richiede più tempo e competenze. Inoltre, è necessario allineare correttamente l'impostazione perché funzioni. In caso contrario, aumentano le possibilità di errore, con conseguenti costi di tempo e fatica.
Usura degli utensili

L'usura degli utensili si verifica maggiormente in questa tecnica a causa delle superfici angolate. Gli utensili da taglio lavorano costantemente sul materiale con angoli specifici, portando all'usura dell'utensile. Per questo motivo, sarà necessario sostituire la fresa più spesso.
Requisiti della macchina
Molte delle normali fresatrici non sono adatte alla fresatura angolare. Per poter eseguire lavorazioni angolari, potrebbe essere necessario investire in macchine CNC avanzate.
Applicazioni comuni della fresatura angolare
Smussatura e bisellatura: Prezioso per la creazione di smussi, per evitare che i componenti si danneggino sui bordi e per migliorare l'accoppiamento.
Fresatura con scanalatura a V: Utile per generare scanalature a V nella lavorazione di componenti e parti decorative.
Fresatura della filettatura: Importante per generare filettature su viti, bulloni e altri elementi di fissaggio.
Creazione di cave a coda di rondine: Utile nell'ingegneria meccanica e strutturale per progettare giunti a incastro e guide a coda di rondine.
Dentellatura e zigrinatura: Utilizzato per creare elementi che migliorano il fissaggio o la presa.
Lavorazione di superfici coniche: Utili nella progettazione di alberi, perni, ecc. utili nell'ingegneria strutturale.
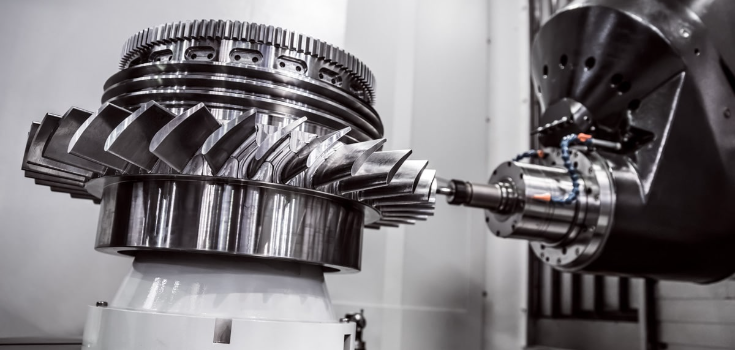
Componenti angolari complessi: Utilizzato nella progettazione di componenti aerospaziali come le pale delle turbine che richiedono un'adeguata precisione angolare.
Parti di fissaggio e utensili: Importante per la realizzazione di maschere e attrezzature utilizzate come supporto nel processo di produzione.
Fresatura elicoidale: Utilizzato per creare scanalature a spirale ed elicoidali in punte, utensili da taglio, ecc.
Slot angolari: Prezioso per la creazione di fessure in componenti meccanici e strutturali.
Suggerimenti per la fresatura angolare
La fresatura angolare, in quanto tecnica di lavorazione avanzata, richiede alcune abilità e competenze per essere eseguita. I suggerimenti che seguono vi aiuteranno nelle prossime lavorazioni.
Selezionare la fresa più adatta
A seconda dei componenti che si desidera creare, è necessario considerare il tipo di taglierina da utilizzare.
Per le lavorazioni angolari di base, come la creazione di smussi e biselli, sono adatte le frese ad angolo singolo. Tuttavia, per le lavorazioni più avanzate, come le scanalature a V, sono adatte le frese a doppia angolazione.
Inoltre, quando si lavora su materiali resistenti come acciaioLe frese con rivestimento in metallo duro sono le migliori perché resistono al calore estremo.
Creare un meccanismo di raffreddamento
Quando si esegue un'operazione di fresatura angolare, si deve prevedere una certa generazione di calore. Questo fenomeno può essere gestito utilizzando un refrigerante adeguato in base ai materiali con cui si lavora.
Per i materiali duri come l'acciaio, utilizzare un refrigerante a base di olio e acqua. I materiali meno duri, come l'alluminio, necessitano solo di refrigeranti a base di nebbia.
Parametri di fresatura di prova
La verifica dei parametri di fresatura, come la velocità e l'avanzamento, aiuta a determinare la migliore posizione di bilanciamento per la lavorazione.
Questo, a sua volta, consente di eliminare gli errori, migliorare la precisione e l'efficienza e aumentare la durata dell'utensile. Di solito, i materiali più morbidi resistono alle alte velocità rispetto a quelli più duri.
Combinare le frese quando necessario
Per una maggiore efficienza, potrebbe essere necessario combinare le frese. Ad esempio, per la fresatura di una scanalatura a V, è possibile combinare una fresa fresa a candela e una fresa angolata vi permetteranno di completare l'operazione senza sostituire gli strumenti.
Misurare gli angoli e ispezionare le finiture delle superfici

Sebbene la fresatura angolare garantisca la precisione, si consiglia di controllare gli angoli misurati utilizzando uno strumento come un calibro angolare. Inoltre, è bene controllare la finitura finale, se è sufficientemente liscia o se necessita di miglioramenti.
Fornire un supporto per il materiale di supporto
Un set di lavorazione angolare deve essere il più rigido possibile. Questa tecnica di fresatura provoca molte vibrazioni e rotture di utensili se non si presta attenzione. Pertanto, è necessario fornire un supporto angolare rigido personalizzato per tenere il pezzo durante la lavorazione.
Conclusione
La fresatura angolare rimane una tecnica preziosa per creare vari pezzi industriali angolati. Con essa è possibile ottenere componenti con precisione, finitura, estetica e design coerenti.
A DEKPer noi la precisione e l'efficienza sono fondamentali nel processo di lavorazione. Nel corso degli anni, abbiamo dotato la nostra officina di macchine moderne e sofisticate che soddisfano le esigenze di ogni progetto. Che il vostro progetto preveda la fresatura angolare, la lavorazione CNC o altre procedure, abbiamo il team migliore per questo lavoro.
La lavorazione CNC come procedura di produzione aiuta a migliorare la precisione dei componenti, l'efficienza del lavoro, la velocità, ecc. Tuttavia, è disponibile in diverse versioni, tra cui la lavorazione CNC a 4 assi e quella a 5 assi. La scelta di quale utilizzare dipende da alcuni fattori e dai loro vantaggi.
In questa guida esploreremo i due tipi, i pro e i contro di ciascuno, quando utilizzarli, come scegliere il più adatto e molto altro ancora.
Che cos'è la lavorazione CNC a 4 assi?

Si tratta di un processo di lavorazione che prevede l'utilizzo di una macchina a 4 assi per tagliare il materiale fino a formare la forma o il disegno desiderato.
Di solito, ha 3 assi principali insieme a un asse aggiuntivo noto come asse A, che consente un movimento di rotazione corretto senza alcun riposizionamento manuale.
A differenza delle macchine CNC a 3 assi che in genere hanno gli assi X, Y e Z, l'asse A delle CNC a 4 assi le rende adatte all'incisione e alla lavorazione che coinvolge l'asse verticale e su tutti e quattro i lati.
Questo processo consente inoltre una maggiore accuratezza e precisione, riducendo al minimo i costi e gli errori. Se siete coinvolti in attività di fresatura che consistono nella realizzazione di fori o di tagli, Macchine CNC a 4 assi sono più adatti.
Pro e contro della lavorazione CNC a 4 assi
Pro
- Adatto a progetti, forme e angoli più complessi che le macchine a 3 assi non sono in grado di gestire.
- Contribuisce ad aumentare l'efficienza in quanto non richiede il riposizionamento manuale.
- Consente il funzionamento continuo, migliorando la velocità di lavoro.
- Può essere utilizzato per la produzione di grandi volumi.
- Adatto a diversi tipi di materiali e dimensioni.
- Ottimo lavoro, precisione e accuratezza.
Contro
- Richiede un elevato costo di investimento e di installazione.
- Operazioni relativamente più lente rispetto ai 5 assi
- Non adatto alla lavorazione di materiali di grandi dimensioni.
Quando utilizzare la lavorazione CNC a 4 assi?
È consigliabile utilizzare la lavorazione CNC a 4 assi quando:
- Lavorare su operazioni relative a superfici curve e angoli che coinvolgono un asse.
- Lavorazione di pezzi che richiedono tolleranze e precisioni più elevate che non possono essere gestite da macchine a 3 assi.
- Si desidera generare un elevato volume di produzione.
- Lavorare su pezzi con più lati e caratteristiche
Che cos'è la lavorazione CNC a 5 assi?

Proprio come la macchina CNC a 4 assi ha un asse aggiuntivo, Lavorazione CNC a 5 assi comporta due assi aggiuntivi, che potrebbero essere due dei tre assi A, B o C. Questi due assi aggiuntivi sono anche responsabili delle attività di rotazione della macchina.
La lavorazione CNC a 5 assi consente un processo di produzione più complesso, con un maggior numero di geometrie e angoli, tolleranze e precisione.
Lavorazione CNC a 3+2 assi
È un tipo di lavorazione CNC a 5 assi, nota anche come lavorazione a 5 assi posizionali. In questo tipo, l'attrezzatura di taglio mantiene un angolo definito mentre il mandrino si muove intorno ai due assi aggiuntivi.
In questo modo, l'utensile da taglio non è sempre perpendicolare al pezzo. Analogamente, esiste una forma di lavorazione indicizzata 3+2 che consente di modificare manualmente l'angolo dell'utensile da taglio durante le operazioni. Dispone inoltre di 2 assi di rotazione che lavorano singolarmente.
Lavorazione CNC a 5 assi in simultanea
Conosciuto anche come lavorazione continua a 5 assi. In questo tipo di lavorazione, l'utensile da taglio rimane perpendicolare al pezzo, consentendo alla macchina di raggiungere aree più complesse e di ottenere finiture superficiali di qualità.
Questo metodo è lento rispetto alla lavorazione a 3+2 assi, ma può produrre progetti e forme curve più complesse.
Pro e contro della lavorazione CNC a 5 assi

Pro
- Può lavorare su geometrie e angoli più complessi.
- Funziona a una velocità superiore in un'unica configurazione.
- Adeguato per lavorazioni di maggiore precisione e qualità.
- Adatto per materiali complessi e per lavorare in minor tempo.
- Può lavorare in modo efficiente su una superficie sagomata.
- Riduce al massimo l'usura degli utensili.
Contro
- Richiedono maggiori costi di acquisto, configurazione e manutenzione
- L'utilizzo richiede una guida e una formazione supplementare.
- Potrebbe essere necessario un maggiore addestramento alla programmazione a causa dei 2 assi aggiuntivi presenti.
Quando scegliere la lavorazione CNC a 5 assi?
È consigliabile utilizzare la lavorazione CNC a 5 assi quando:
- La lavorazione comporta una produzione più elevata.
- Lavorare su geometrie, forme o progetti più complessi.
- Una maggiore precisione è necessaria, ad esempio, nei settori medico e aerospaziale.
- Lavorazione di un pezzo con più lati e caratteristiche su ciascuno di essi.
Quali sono le differenze tra la lavorazione CNC a 4 assi e quella a 5 assi?

Ecco le differenze tra la lavorazione CNC a 4 e a 5 assi da conoscere.
Differenza tra gli assi
Le macchine CNC a 4 assi hanno solo un asse A aggiuntivo, mentre quelle a 5 assi ne hanno due, che possono essere gli assi A, B o C.
Rotazione sugli assi
L'asse 4 consente la rotazione solo sull'asse A, mentre l'asse 5 consente la rotazione su due assi, a scelta tra A, B o C. Questa caratteristica rende il 5 assi molto più flessibile in termini di movimento dell'utensile da taglio.
Accuratezza e precisione
Mentre il processo di lavorazione CNC è noto per la sua accuratezza e precisione, la lavorazione CNC a 3 assi potrebbe offrire una minore precisione poiché comporta un costante riposizionamento del materiale.
La lavorazione a 4 e 5 assi, invece, offre una maggiore precisione, poiché non è necessario un riposizionamento manuale.
Ciò consente di evitare le deviazioni e di creare diversi progetti su un materiale con un'unica impostazione. Tuttavia, i 5 assi offrono maggiore accuratezza e precisione rispetto alla lavorazione CNC a 4 assi.
Tempi di consegna
Con la lavorazione a 5 assi, è necessario meno tempo per completare le operazioni e quindi è possibile generare una produzione più elevata, migliorando al contempo l'efficienza. Ciò è possibile grazie alle capacità di taglio multiplo che facilitano la lavorazione.
Flessibilità
In termini di flessibilità, le macchine CNC a 4 assi hanno di solito un asse aggiuntivo sull'asse X. Tuttavia, le macchine a 5 assi possono avere il loro asse aggiuntivo sugli assi XY e Z.
Costo

In genere, le macchine a 5 assi sono molto più costose di quelle a 4 assi. Ciò è dovuto alle loro caratteristiche e capacità avanzate, che consentono di gestire volumi di produzione più elevati, progetti complessi e così via.
Tabella che spiega le differenze tra la lavorazione CNC a 4 e a 5 assi
| Caratteristiche | Lavorazione CNC a 4 assi | Lavorazione CNC a 5 assi |
| Flessibilità | L'asse A aggiuntivo di solito ruota attorno all'asse X, limitando il movimento a una sola direzione. | I due assi aggiuntivi ruotano sugli assi XY e Z, due su tre. Ciò consente una maggiore rotazione in modo da poter lavorare sul materiale da più lati. |
| Numero di assi | Presenta gli assi XY e Z di base, insieme all'asse A. | Dispone degli assi XYZ insieme a 2 assi aggiuntivi, che possono essere due degli assi AB e C. |
| Volume di produzione | Può gestire una produzione elevata, ma non quanto quella a 5 assi. | Può gestire volumi di produzione molto più elevati. |
| Costo | Relativamente più economico rispetto ai 5 assi | Piuttosto costose rispetto alle macchine a 4 assi |
| Applicazione | Adatto per operazioni che coinvolgono più lati, angoli e fori. | Ideale per lavorazioni 3D avanzate che richiedono una maggiore precisione. |
Applicazioni della lavorazione CNC a 4 assi rispetto alla lavorazione CNC a 5 assi
La lavorazione CNC a 4 e 5 assi è preziosa in diversi settori. Ecco alcune applicazioni da notare.
Lavorazione CNC a 4 assi
Automobile: Vengono utilizzati per la produzione di parti del motore. Inoltre, sono importanti per la creazione di componenti della carrozzeria dell'automobile.
Aerospaziale: Il loro livello di precisione è fondamentale per la produzione di turbine e parti della cellula.
Petrolio e gas: Utilizzato per creare componenti di qualità in grado di resistere a condizioni difficili.
Elettronica: Prezioso nella produzione di involucri e schede di circuito, che richiedono precisione.
Lavorazione CNC a 5 assi
Medico: Essenziale per la produzione di apparecchiature mediche di forma complessa, come le protesi del ginocchio.
Energia: Utilizzato nella produzione di componenti di turbine che richiedono un elevato livello di precisione.
Automobile: Utilizzato per la creazione di componenti e parti di motore personalizzate.
Aerospaziale: Necessario per produrre progetti di componenti aeronautici complessi.
Come scegliere tra lavorazione CNC a 4 assi e lavorazione CNC a 5 assi
Bilancio
Poiché le lavorazioni a 5 assi offrono operazioni più avanzate con elevata efficienza e precisione, sono generalmente più costose. Tuttavia, se si dispone di un budget ragionevole, la lavorazione a 4 assi sarebbe adatta in quanto offre ancora molte caratteristiche preziose a un costo moderato.
Volume di produzione

Le macchine CNC a 5 assi sono per lo più adatte a un processo di produzione di grandi volumi. Se il vostro livello di produzione è basso o moderato, potete considerare 4 assi.
Forma e complessità della parte
Se si lavora su un pezzo semplice o moderatamente complesso, una macchina a 4 assi è adatta. Tuttavia, se si lavora su curve, forme e geometrie molto complesse o su pezzi con tolleranze ristrette, è consigliabile utilizzare una macchina a 5 assi.
Applicazione
La scelta dipende anche dal settore in cui verrà utilizzato il prodotto. I componenti aerospaziali e medicali richiedono solitamente un'elevata precisione e qualità, che nella maggior parte dei casi può essere ottenuta solo con la lavorazione CNC a 5 assi.
Fattore tempo
Mentre le macchine CNC a 5 assi richiedono più tempo per l'impostazione, la loro velocità di produzione è elevata. Per le macchine a 4 assi, l'impostazione è semplice e veloce, ma la produzione richiede più tempo.
Conclusione
Mentre il 5 assi offre maggiore precisione, volume di produzione ed efficienza, la lavorazione a 4 assi è adatta se si lavora su un pezzo di base o moderato e con un budget ragionevole.
Sia che abbiate bisogno di un servizio di lavorazione CNC di qualità e di alto livello, sia che abbiate bisogno di aiuto per decidere tra la lavorazione a 4 e a 5 assi, il gruppo di esperti DEK è sempre disponibile. La nostra officina di macchine CNC dispone di diverse macchine tecnologicamente avanzate che si adattano alle esigenze del vostro progetto, quindi contattateci ora.
Se avete bisogno di pezzi di plastica chiari e robusti che abbiano un bell'aspetto e durino a lungo, lo stampaggio a iniezione dell'acrilico è un modo affidabile per realizzarli. Produce pezzi leggeri, lucidi e resistenti alla luce solare e agli urti.
In questa guida scoprirete cos'è lo stampaggio a iniezione dell'acrilico, come funziona la macchina per lo stampaggio a iniezione, come trasforma il PMMA in pezzi finiti e perché è affidabile per la produzione di pezzi in plastica di alta qualità e precisione.
Che cos'è lo stampaggio a iniezione dell'acrilico?
Lo stampaggio a iniezione dell'acrilico è un modo per realizzare parti in plastica utilizzando l'acrilico, noto anche come PMMA o polimetilmetacrilato. Si inizia riscaldando la resina acrilica fino a farla sciogliere in un liquido denso. Poi, una macchina per lo stampaggio a iniezione dell'acrilico spinge il materiale fuso in uno stampo ad alta pressione. Una volta raffreddato e indurito, il pezzo assume la forma esatta dello stampo.
Questo processo consente di creare pezzi robusti e dettagliati, dall'aspetto pulito e chiaro. Funziona bene quando si ha bisogno di molti pezzi che abbiano tutti la stessa dimensione e forma.
Perché scegliere l'acrilico?

Sono molti i motivi per cui si può scegliere lo stampaggio a iniezione dell'acrilico. Di seguito sono riportati alcuni dei vantaggi dello stampaggio a iniezione dell'acrilico:
- Non ingiallisce e non si rompe quando è al sole o all'aperto.
- Non si rompe facilmente perché è più resistente del vetro quando si tratta di urti.
- L'acrilico è più facile da trasportare e spostare perché è più leggero del vetro.
- Di solito costa meno del vetro e di altri materiali trasparenti, il che consente di risparmiare.
- È possibile tagliare, modellare e plasmare l'acrilico con facilità, il che offre una maggiore libertà nella progettazione dei pezzi.
- È possibile aggiungere facilmente colori, texture o rivestimenti per soddisfare le proprie esigenze di design.
- Utilizza temperature di lavorazione più basse, risparmiando energia e riducendo i costi.
- Mantiene bene la forma e le dimensioni, anche quando si realizzano grandi quantità di pezzi.
- È resistente a molti prodotti chimici, il che lo rende adatto agli usi industriali.
- È molto trasparente, con una trasmittanza della luce che va da 91% a 93%, perfetta per le parti trasparenti.
- È 100% riciclabile, quindi più ecologico del vetro.
Proprietà del materiale acrilico
Ecco le principali proprietà dell'acrilico:
| Tipo | Valore |
| Densità | 1,13-1,19 grammi per cm³ |
| Tasso di restringimento | Da 0,4% a 0,61% |
| Durezza Rockwell | Da 71 a 102 R |
| Resistenza alla trazione | Da 6.390 a 10.700 PSI |
| Allungamento a rottura | Da 3% a 12% |
| Modulo di flessione | Da 247.000 a 509.000 PSI |
| Resistenza alla flessione | Da 6.770 a 18.900 PSI |
| Forza d'urto | 1,0-1,2 kJ/m² |
| Temperatura di deflessione del calore | Da 85°C a 95°C prima di piegarsi |
| Conduttività termica | Circa 0,19 W/m K |
| Assorbimento dell'acqua | Circa 0,3% - 0,5% |
| Temperatura di asciugatura | 75°C a 91°C |
| Tempo di asciugatura | Da 3,4 a 5,1 ore |
| Temperatura di fusione | Da 225°C a 272°C |
| Temperatura dello stampo | Da 59,4°C a 81,1°C |
Il processo di stampaggio a iniezione dell'acrilico: Passo dopo passo

Ecco come funziona lo stampaggio a iniezione dell'acrilico, passo dopo passo:
Fase 1: preparazione del materiale
Si inizia con l'essiccazione dei pellet acrilici per stampaggio a iniezione. In questo modo si elimina l'umidità e si evitano bolle o difetti nel pezzo finale.
Fase 2: fusione e iniezione
I pellet secchi vengono introdotti nella macchina per lo stampaggio a iniezione dell'acrilico. La macchina riscalda i pellet fino a farli fondere, quindi inietta il materiale fuso in un'unica soluzione. acrilico in uno stampo ad alta pressione.
Fase 3: raffreddamento dello stampo
Una volta riempito lo stampo, l'acrilico si raffredda rapidamente e si indurisce in forma.
Fase 4: rimozione e finitura del pezzo
Dopo il raffreddamento, lo stampo si apre e si estrae il pezzo. Potrebbe essere necessario rifinirlo, lucidarlo o verniciarlo per ottenere l'aspetto finale desiderato.
Linee guida di progettazione per lo stampaggio a iniezione dell'acrilico
Quando si lavora con lo stampaggio a iniezione dell'acrilico, ci sono alcune importanti regole di progettazione da seguire. Queste aiutano a evitare i problemi e a garantire che i pezzi escano puliti e precisi.
Spessore della parete
Lo spessore della parete deve essere compreso tra 0,025" e 0,150" (da 0,635 a 3,81 mm). Cercare di mantenere lo stesso spessore in tutto il pezzo. Se le pareti sono irregolari, il pezzo potrebbe deformarsi o incrinarsi.
Angoli e raggi
Non utilizzate angoli vivi. Piuttosto, arrotondateli. Una buona regola è utilizzare un raggio pari ad almeno 25% dello spessore della parete. Per i pezzi più resistenti, puntate a 60%. Questo aiuta l'acrilico a scorrere meglio e riduce le sollecitazioni nel pezzo.
Angoli di sformo
Aggiungere un angolo di sformo di 0,5°-1° sulle pareti verticali. In questo modo è più facile rimuovere il pezzo dallo stampo. Se si producono pezzi trasparenti, potrebbe essere necessario un angolo maggiore per ottenere una finitura liscia.
Tolleranze
Per i pezzi regolari di dimensioni inferiori a 160 mm, si possono prevedere tolleranze comprese tra 0,1 mm e 0,325 mm.
Per i pezzi più precisi sotto i 100 mm, le tolleranze possono essere comprese tra 0,045 mm e 0,145 mm.
Consigli per l'elaborazione per risultati migliori

Ecco alcuni suggerimenti per lo stampaggio a iniezione dell'acrilico:
- L'acrilico assorbe l'umidità, che può causare intorbidimenti o difetti. Asciugare i pellet acrilici per lo stampaggio a iniezione per 3,4-5,1 ore prima di utilizzarli.
- Impostare la giusta temperatura di stampaggio a iniezione dell'acrilico, né troppo alta né troppo bassa. Un calore eccessivo può rompere il materiale, causando bruciature. Un calore troppo basso non permette al materiale di fluire correttamente nello stampo.
- L'acrilico ha bisogno di una pressione maggiore perché è più spesso quando si scioglie. Utilizzare una quantità sufficiente a riempire lo stampo.
- Una pressione eccessiva può causare l'incollaggio del pezzo, mentre una pressione troppo bassa può portare a pezzi incompleti.
- Utilizzare una velocità di iniezione moderata. Una velocità eccessiva può causare bruciature o una superficie ruvida. Se è troppo lenta, lo stampo potrebbe non riempirsi completamente.
- L'acrilico si ritira da 0,4% a 0,61% quando si raffredda. Prevedere questo fenomeno nella progettazione dello stampo. Il ritiro può variare in base alla pressione, alla temperatura dello stampaggio a iniezione dell'acrilico e alla durata della pressione.
Applicazioni dello stampaggio a iniezione acrilico

I pezzi stampati a iniezione in acrilico sono presenti in molti prodotti di uso quotidiano e industriale, come i seguenti:
- Lenti ottiche
- Pannelli di visualizzazione
- Coperture leggere
- Luci posteriori per autoveicoli
- Coperture protettive
- Involucri per dispositivi medici
- Segnaletica ed espositori per la vendita al dettaglio
- Acquari
- Custodie per telefoni
- Contenitori per cosmetici
- Apparecchi di illuminazione
- Pannelli di sostituzione del vetro
Servizi di stampaggio a iniezione di acrilico di alta qualità di DEK
Noi di DEK forniamo pezzi acrilici chiari, resistenti e precisi grazie allo stampaggio a iniezione acrilico avanzato. Utilizziamo i migliori pellet acrilici per lo stampaggio a iniezione e processi qualificati per garantire che i vostri pezzi siano belli e funzionino bene.
Contattateci se desiderate pezzi stampati a iniezione in acrilico affidabili e di alta qualità, realizzati in modo efficiente per soddisfare le vostre esigenze di progetto.
Conclusione
Per concludere, lo stampaggio a iniezione dell'acrilico è un ottimo modo per realizzare parti in plastica chiare, resistenti e dettagliate che durano a lungo. Questo processo consente di risparmiare energia, resiste alle sostanze chimiche ed è riciclabile. Si riscalda l'acrilico e lo si modella in uno stampo per ottenere pezzi leggeri e resistenti. Seguendo i giusti passaggi e le regole di progettazione, si otterranno pezzi dall'aspetto e dalle prestazioni eccellenti.
Domande frequenti
A che temperatura si modella l'acrilico?
Lo stampaggio dell'acrilico avviene tipicamente tra i 160°C e i 210°C, a seconda del grado specifico di PMMA.
I pezzi stampati a iniezione in acrilico possono essere personalizzati con colori o texture?
Sì. È possibile personalizzare i pezzi stampati a iniezione in acrilico con diversi colori, texture e finiture superficiali per adattarli al proprio design.
In che modo lo stampaggio a iniezione dell'acrilico si differenzia dagli altri processi di stampaggio della plastica?
Lo stampaggio a iniezione dell'acrilico è diverso dagli altri processi di stampaggio della plastica perché si concentra sulla produzione di pezzi chiari e resistenti con un'elevata precisione, utilizzando temperature e fasi di essiccazione specifiche per prevenire i difetti.
Il nichel è un metallo forte, di colore argento, utilizzato in molti settori come l'acciaio inossidabile, le batterie e i motori a reazione. Una proprietà importante del nichel è la sua densità.
Conoscere la densità del nichel aiuta a capire quanto è pesante e come si comporta in diverse applicazioni. In questa guida scoprirete cos'è il nichel, come si misura la sua densità e come si confronta con altri metalli.
Che cos'è il nichel?
Il nichel è un metallo con il simbolo Ni e il numero atomico 28. A temperatura ambiente (circa 20 °C o 68 °F)
Qual è la densità del nichel?

La densità del nichel è di circa 8,907 grammi per centimetro cubo (g/cm³). Ciò significa che il nichel è più pesante di molti altri metalli delle stesse dimensioni, il che influisce sul suo utilizzo in diversi prodotti.
Densità in diverse unità:
In chilogrammi per metro cubo (kg/m³): Circa 8.907 kg/m³
In libbre per pollice cubo (lb/in³): Circa 0,323 lb/in³
Misurazione e calcolo della densità del nichel
Per misurare la densità del nichel metallico si possono utilizzare alcuni semplici metodi. Uno di questi è l'utilizzo del principio di Archimede. Con questo metodo, si lascia cadere il metallo in acqua e si vede quanta acqua spinge fuori. Questo indica il volume. Un altro metodo consiste nel misurare il peso (massa) e le dimensioni (volume) del metallo e poi utilizzare una formula per trovare la densità.
Fattori che influenzano la densità del nichel
Questi sono i pochi fattori che possono modificare la densità del nichel metallico:
Temperatura

La densità del nichel cambia con la temperatura. Quando si scalda, il metallo si espande un po' e la sua densità diminuisce leggermente. Quando si raffredda, il metallo si restringe e la densità aumenta leggermente.
Composizione della lega
Nichel è spesso mescolato con altri metalli, come nell'acciaio inossidabile, che ne modificano la densità. Ad esempio, l'acciaio inossidabile contiene nichel, cromo e altri metalli, quindi la sua densità è diversa da quella del nichel puro.
Purezza del metallo
Il nichel puro ha una densità costante di circa 8,907 g/cm³. Tuttavia, negli usi reali, il nichel viene solitamente mescolato con altri metalli, che possono modificarne la densità. Il nichel di elevata purezza, utilizzato per lavori di precisione, si mantiene vicino alla densità di 8,907 g/cm³.
Sfide nella lavorazione del nichel

È inoltre necessario conoscere le sfide della lavorazione del nichel per ottenere risultati migliori:
Tempra del lavoro
Il nichel si indurisce rapidamente durante la lavorazione. Ciò significa che diventa più duro e più forte man mano che lo si lavora, il che può consumare più rapidamente gli utensili e rendere più difficile mantenere la precisione.
Forze di taglio elevate
Il nichel è duro e resistente, quindi per tagliarlo occorre una forza maggiore rispetto ad altri materiali. Questo comporta una maggiore sollecitazione degli utensili e delle macchine, per cui è necessario disporre di attrezzature robuste e di alta qualità per gestirlo.
Conduttività termica
Il nichel non trasferisce bene il calore, quindi può diventare molto caldo durante la lavorazione. È necessario un buon metodo di raffreddamento per evitare il surriscaldamento, il danneggiamento degli utensili o la deformazione del pezzo.
Applicazioni del nichel

Il nichel è un metallo flessibile che può essere utilizzato in molti modi: ecco alcuni dei suoi principali impieghi:
Produzione di acciaio inossidabile
Il nichel è una componente importante dell'acciaio inossidabile, che costituisce circa 8-12%. Aggiunto all'acciaio, aiuta il materiale a resistere alla ruggine e alla corrosione. Questo lo rende ideale per utensili da cucina, posate, attrezzature industriali e materiali da costruzione.
Produzione di batterie
Il nichel è utilizzato in molti tipi di batterie, come quelle al nichel-cadmio (NiCd), al nichel-metallo idruro (NiMH) e al nichel-metallo idruro (NiMH). ioni di litio. Si trova nelle batterie ricaricabili per l'elettronica, le auto elettriche e gli utensili elettrici, perché contiene molta energia e funziona bene a diverse temperature.
Elettronica e componenti elettrici
Le qualità magnetiche e di resistenza alla corrosione del nichel lo rendono utile in elettronica. Viene utilizzato in connettori, interruttori e altri componenti. La nichelatura può essere applicata anche per migliorare la conduttività e la durata dei contatti elettrici.
Aerospazio e Difesa

Le leghe di nichel sono utilizzate nell'industria aerospaziale e della difesa per la loro forte resistenza al calore e per la loro capacità di affrontare condizioni difficili. Le superleghe a base di nichel si trovano in elementi come i motori a turbina e gli ugelli dei razzi, che devono funzionare bene a temperature e pressioni elevate.
Applicazioni marine
Le leghe di nichel sono utilizzate in ambienti marini per resistere alla corrosione dell'acqua di mare. Queste leghe si trovano nelle costruzioni navali, nelle piattaforme offshore e in altre apparecchiature marine, per aiutarle a durare più a lungo e a funzionare in modo affidabile in condizioni difficili.
Densità del nichel rispetto ad altri metalli
Quando si confronta il nichel con altri metalli, la sua densità dà un'idea di quanto sia pesante e forte. Il nichel è più denso dell'alluminio (2,70 g/cm³) e del titanio (4,506 g/cm³), il che lo rende più pesante ma anche più resistente per alcuni usi. Questo aspetto è importante quando si scelgono materiali per elementi come le parti strutturali, per le quali contano sia il peso che la resistenza.
Il nichel è meno denso di metalli come il piombo (11,35 g/cm³) e il tungsteno (19,3 g/cm³), molto più pesanti e utilizzati in situazioni in cui è necessaria una maggiore massa o una forte schermatura. Tuttavia, la maggiore densità del nichel rispetto ai metalli più leggeri gli conferisce la forza e la durata necessarie in ambienti difficili.
DEK per servizi di lavorazione precisa di parti in nichel
A DEKproduciamo componenti in nichel di alta qualità, robusti, durevoli e resistenti alla corrosione. Sia che abbiate bisogno di pezzi per il settore aerospaziale, per l'elettronica o per altri settori, ci assicuriamo che ognuno di essi risponda con precisione alle vostre esigenze.
Permetteteci di aiutarvi a lavorare i pezzi di nichel giusti per i vostri progetti, in modo che funzionino bene e durino più a lungo. Contattateci oggi stesso per discutere di come possiamo supportare le vostre esigenze di produzione.
Conclusione
La densità del nichel metallico è di 8,907 g/cm³ e conferisce al nichel forza, durata e resistenza alla corrosione. Per questo motivo è un materiale importante per le alte prestazioni e per gli usi industriali.
In breve, la densità del nichel influisce sulle sue proprietà fisiche e ne determina l'utilità in settori quali l'ingegneria, la produzione, l'elettronica e altri ancora.
Domande frequenti
Qual è la densità dell'ossido di nichel?
L'ossido di nichel(II) (NiO) ha una densità di circa 6,72 grammi per centimetro cubo (g/cm³) a temperatura ambiente.
Qual è la densità del bronzo al nichel e alluminio?
Le leghe di bronzo nichel-alluminio, come la C95800, hanno una densità di circa 7,64 g/cm³ a 20°C.
In che modo la densità reale del nichel differisce dalla densità teorica del nichel?
La densità reale del nichel, misurata sperimentalmente, è di circa 8,907 g/cm³. La densità teorica, calcolata in base alla sua struttura cristallina, è leggermente più alta, 8,917 g/cm³.
Qual è la densità del nichel a 20 gradi Celsius?
A 20°C, la densità del nichel puro è di circa 8,907 g/cm³.
Chi lavora con pezzi lavorati, stampati o fusi sa che le bave possono essere un grosso problema. Questi piccoli ma indesiderati frammenti di materiale possono compromettere la qualità, la sicurezza e le prestazioni dei vostri pezzi.
In questa guida alla sbavatura, discuteremo i diversi metodi e tipi di sbavatura.
Che cos'è la sbavatura?
Una bava è un bordo ruvido o un eccesso di metallo sulla superficie di un pezzo di metallo. Può apparire come un bordo frastagliato sul metallo tagliato con una sega a freddo, una sega a caldo o una taglierina a fiamma, oppure come un eccesso di metallo lungo una cucitura saldata. Quando il metallo viene tagliato con una sega a freddo, le bave si formano solitamente alle estremità e la loro dimensione dipende dallo spazio tra le lame di taglio.
Poiché le bave non possono essere completamente evitate, una certa quantità è solitamente accettabile. Tuttavia, per i tubi saldati, le bave all'interno e all'esterno devono essere rimosse perché possono influenzare il funzionamento del pezzo. Nella lavorazione, diversi strumenti di sbavatura aiutano a modellare i pezzi con precisione, smussando gli spigoli.
Perché si formano e come?

Le bave possono formarsi per molte ragioni quando si taglia la lamiera. Ecco le cause più comuni:
- I materiali più duri non si tagliano facilmente. Possono resistere all'utensile e rompersi in bordi ruvidi.
- Se si taglia troppo velocemente, il calore e la pressione possono deformare il materiale, provocando la formazione di bave.
- Un utensile opaco o usurato non taglia in modo pulito, causando bordi irregolari e sbavature.
- Se si utilizza un lubrificante sbagliato, l'attrito e il calore aumentano, rendendo più probabile la formazione di bave.
- Se l'utensile non è della forma o della dimensione giusta per il lavoro, potrebbe spingere il materiale invece di tagliarlo senza problemi.
- Se si sposta l'utensile troppo velocemente, il materiale non riesce a sopportare la pressione e si formano delle bave. Se si procede troppo lentamente, il materiale può accumularsi sull'utensile e causare bave.
- Un calore eccessivo può ammorbidire il metallo, facilitando la formazione di bave.
- Se la superficie è ruvida, l'utensile potrebbe non tagliare in modo uniforme, aumentando la possibilità di bave.
- Un percorso di taglio irregolare può creare tagli non uniformi, con conseguente formazione di bave.
- Il modo in cui l'utensile lascia il metallo influisce sulla pulizia del bordo. Un angolo sbagliato può causare bave.
- I bordi più piccoli concentrano le sollecitazioni, rendendo più probabile la sbavatura del metallo.
- Se il materiale è troppo flessibile, può piegarsi invece di tagliare in modo netto, creando bave.
- Una vibrazione eccessiva può portare l'utensile fuori rotta, causando la formazione di bordi irregolari.
- Se si usa troppa forza, il materiale può spostarsi e formare bave. Anche una forza insufficiente può causare tagli incompleti, con conseguente formazione di bave.
- Il modo in cui è fatto il metallo (la sua grana e la sua composizione) influisce sul modo in cui reagisce quando viene tagliato, il che può portare alla formazione di bave.
Perché la sbavatura è importante?

Le bave possono sembrare piccoli difetti, ma possono causare grossi problemi se non vengono rimosse:
- Le bave affilate possono tagliare o ferire l'utente quando si maneggiano le parti.
- Possono far sì che il prodotto non abbia un aspetto gradevole, non sia adatto o non funzioni correttamente.
- Le bave possono intralciare l'assemblaggio dei pezzi.
- Le bave possono intrappolare umidità e sporcizia, causando ruggine e danni.
- Le sbavature fanno sì che le apparecchiature si usurino più rapidamente.
- Le bave impediscono una lavorazione precisa.
Diversi tipi di frese
Le bave possono essere raggruppate in due tipi principali in base alla loro forma e al modo in cui si formano.
Tipi di frese per forma

Frese per bordi volanti
Le bave dei bordi volanti, dette anche fuoriuscite o bagliori, compaiono di solito nel punto in cui due parti dello stampo si incontrano o nel punto in cui una macchina si blocca. Spesso si verificano quando lo stampo o la macchina non stringono a sufficienza.
Frese affilate
Le bave taglienti hanno l'aspetto di vetri rotti con bordi affilati. Possono essere saldamente attaccate alla superficie e il lato inferiore del taglio può risultare ruvido.
Schizzi
Gli schizzi si verificano quando il metallo fuso fuoriesce accidentalmente dall'area di lavoro principale. Una volta raffreddato, si indurisce in punti irregolari sulla superficie o sui bordi.
Tipi di bave in base alla loro formazione

Bave di Poisson
Le bave di Poisson si formano quando la pressione tende i bordi del materiale. Questo può accadere anche quando un utensile da taglio preme contro il metallo, creando una bava nel punto di ingresso.
Bava da buratto
Le bave di rotolamento si verificano quando il materiale residuo si piega durante il movimento dell'utensile da taglio. I tagli più profondi possono peggiorare le bave. L'uso di materiali flessibili può aiutare a prevenirle.
Bave a strappo
Le bave da strappo si formano quando il materiale viene strappato invece di essere tagliato in modo netto.
Bave di taglio
Le bave da taglio sono residui di materiale di taglio, segatura o lavorazione. Possono apparire come protuberanze in rilievo o bordi ruvidi.
Frese a caldo
Le bave calde, chiamate anche scorie o schizzi, si formano quando il metallo fuso si indurisce dopo la saldatura, il taglio al plasma o il taglio laser. Si formano a causa di un raffreddamento non uniforme e di uno stress termico residuo.
4 diversi tipi di sbavatura

I metodi di sbavatura possono essere raggruppati in quattro categorie principali.
Livello grossolano (contatto duro)
In questo metodo si utilizzano strumenti come lime, carta vetrata e teste abrasive per rimuovere le bave. Comprende processi come il taglio, la fresatura, la limatura e la spatolatura. La maggior parte delle aziende utilizza questo metodo perché è semplice e facile da eseguire.
Tuttavia, funziona bene solo per i pezzi con forme semplici e bave esterne. Non rimuove le bave da pezzi complessi con fori piccoli. Poiché questo metodo viene eseguito per lo più a mano, richiede più tempo e può essere costoso a causa del costo della manodopera.
Grado generale (contatto morbido)
Questo metodo comprende la levigatura a nastro, la lucidatura, la sabbiatura e la vibrazione. Molte aziende lo utilizzano come primo passo per rimuovere le bave superficiali di grandi dimensioni. Può pulire un'ampia area in una sola volta, quindi è utile per i pezzi prodotti in grandi quantità. Tuttavia, non sempre rimuove tutte le bave, per cui potrebbe essere necessario eseguire un'ulteriore sbavatura manuale o utilizzare un altro metodo per completare il processo.
Grado fine (contatto flessibile)
Questo metodo comprende processi come il lavaggio, la lavorazione elettrochimica, l'elettrolucidatura e la laminazione. Alcune aziende utilizzano stampi e punzonatrici ad alta precisione per rimuovere le bave con maggiore precisione. Questo metodo è molto più rapido ed efficace della sbavatura manuale.
Tuttavia, potrebbe essere necessario investire in strumenti speciali, che possono essere costosi. Funziona meglio per i pezzi con forme semplici ed è una buona scelta se avete bisogno di un processo di sbavatura più preciso ed efficiente.
Livella di precisione (contatto accurato)
Questo metodo comprende tecniche avanzate come la sbavatura per attrito, la sbavatura per fresatura magnetica e la sbavatura elettrolitica (ECD). Nell'ECD, un processo chimico dissolve rapidamente le bave. Il pezzo da lavorare viene collegato a una fonte di alimentazione e una soluzione liquida scorre su di esso. Quando viene applicata l'elettricità, le bave si dissolvono e vengono rimosse.
Tuttavia, poiché la soluzione è corrosiva, è necessario pulire e proteggere il pezzo dalla ruggine subito dopo la sbavatura. Questo metodo è molto veloce, spesso richiede solo pochi secondi o minuti, ed è eccellente per rimuovere le bave da aree difficili da raggiungere. Tuttavia, è più costoso perché richiede attrezzature e materiali speciali.
Processo di sbavatura passo dopo passo
Seguite questi passaggi per prepararvi:
Scegliere lo strumento giusto

Scegliere un utensile in base al tipo e alle dimensioni delle bave. Utilizzare strumenti meccanici per le bave più grandi e metodi speciali come la sbavatura elettrochimica per lavori di precisione.
Controllare il materiale
Osservate il materiale e la quantità di sbavature presenti. Materiali diversi richiedono tecniche di sbavatura diverse.
Impostazione dello strumento
Assicurarsi che l'utensile sia impostato sulla giusta velocità, pressione e angolazione. Questo è importante per le macchine e i sistemi di sbavatura automatica.
Controllo della sicurezza
Ispezionare tutte le attrezzature per evitare incidenti. Assicuratevi che tutto sia montato correttamente, che gli schermi di sicurezza siano al loro posto e che le protezioni siano sicure.
Eseguire una prova
Provare prima lo strumento su un pezzo campione. Se necessario, regolare le impostazioni per ottenere la finitura desiderata.
I metodi più pratici di sbavatura
Esistono diversi modi per rimuovere le bave, tra cui la sbavatura meccanica, manuale, elettrochimica e termica.
Sbavatura meccanica

Questo metodo utilizza strumenti speciali come spazzole, frese e strumenti di lucidatura per rimuovere le bave. Funziona bene sia per i bordi interni che per quelli esterni, rendendoli lisci e arrotondati. La sbavatura meccanica è ideale per i pezzi con forme complesse.
Sbavatura manuale
Con questo metodo si rimuovono le bave a mano utilizzando diversi strumenti. È flessibile e può essere utilizzato su molti tipi di pezzi, ma richiede più tempo rispetto ad altri metodi.
Sbavatura elettrochimica
Questo metodo rimuove le bave dai metalli duri in modo rapido e sicuro utilizzando un processo elettrico.
Sbavatura termica
Questo metodo utilizza una miscela di combustibile, ossigeno e calore per bruciare le bave. È un metodo efficace per pulire i pezzi.
Sbavatura automatica
La sbavatura automatizzata consente di smussare gli spigoli delle parti della macchina, rendendole più sicure e migliorando la produzione. Funziona più velocemente e meglio della sbavatura manuale, raggiungendo tutti i bordi con facilità. L'utilizzo di sistemi automatizzati consente di rimuovere rapidamente le bave e di gestire più facilmente il processo.
Sbavatura manuale vs sbavatura automatica

Se si esegue la sbavatura manualmente, si utilizzano strumenti manuali come lime o spazzole. È un'ottima soluzione per i piccoli lavori o per le forme difficili, ma richiede tempo e può essere irregolare. La sbavatura automatizzata si avvale di macchine o robot, per cui il processo è più rapido e uniforme, soprattutto per i grandi progetti. All'inizio costa di più, ma nel tempo consente di risparmiare sulla manodopera.
Scegliete il manuale se avete bisogno di flessibilità, e optate per l'automazione se volete velocità e precisione.
Strumenti e attrezzature per la sbavatura
È possibile utilizzare strumenti diversi a seconda del materiale e del lavoro. Ecco alcuni strumenti e attrezzature comuni per la sbavatura:
Strumenti manuali
Coltelli per sbavare: È possibile utilizzare un coltello per sbavare per rimuovere le bave a mano. Questi coltelli consentono un buon controllo. Sono ideali per i pezzi piccoli o delicati.
Raschiatori: I raschietti aiutano a rimuovere le bave dalle superfici piane e dai bordi. Sono disponibili in diverse forme e dimensioni per adattarsi a diversi materiali.
Apparecchiature meccaniche
Macchine sbavatrici: Le sbavatrici eseguono il lavoro in modo automatico, più rapido e costante. Queste macchine sono utili per progetti di grandi dimensioni e per diversi tipi di materiali.
Trituratori e vibrofinitrici: Scuotono o ruotano i pezzi con materiali abrasivi per rimuovere le bave. Queste macchine sono ideali quando è necessario rifinire molti pezzi piccoli in una sola volta.
Sistemi di sbavatura avanzati
Sbavatura laser: La sbavatura laser rimuove le bave con un laser ad alta potenza. Questo metodo è molto preciso e funziona bene su materiali che potrebbero essere danneggiati da strumenti fisici.
Sbavatura robotizzata: La sbavatura robotizzata utilizza robot programmati per rimuovere le bave. Questo sistema è ideale per attività dettagliate o ripetitive, perché è veloce e preciso.
Suggerimenti per la sbavatura di materiali specifici

Materiali diversi richiedono tecniche di sbavatura specifiche per ottenere i migliori risultati. Ecco come affrontare la sbavatura per i vari materiali:
Metallo
Per alluminioLe vibrazioni, la sabbiatura o i rulli funzionano bene, ma alcune bave devono essere rimosse manualmente. L'acciaio inossidabile è più duro, quindi l'uso di strumenti speciali facilita il processo.
Plastica e composito
Plastica possono essere sbavati con burattatura, levigatura o sabbiatura abrasiva per smussare i bordi. I materiali compositi richiedono una manipolazione accurata per evitare danni, quindi il taglio a getto d'acqua o gli strumenti manuali sono le opzioni migliori.
Lega esotica
Titanio è difficile da sbavare e può surriscaldarsi, quindi sono necessari strumenti specializzati. L'Inconel è un materiale resistente che richiede metodi ad alta energia come la finitura con dischi centrifughi per ottenere i migliori risultati.
Qual è il metodo migliore per il vostro progetto?

La scelta del metodo giusto dipende dal settore e dalle esigenze di produzione. Per sapere quale metodo utilizzare, seguite questi consigli:
Conoscere il materiale e la forma dei pezzi
Materiali diversi richiedono metodi di sbavatura diversi. Metalli, plastica e gomma reagiscono in modo diverso. I pezzi complessi possono richiedere metodi precisi come la sbavatura laser o elettrochimica, mentre i pezzi semplici possono essere utilizzati con metodi meccanici o manuali.
Identificare il tipo di bava
La posizione e il tipo di bava sono importanti. La sbavatura termica funziona bene per le bave interne, mentre la sbavatura criogenica è più indicata per i materiali che diventano fragili al freddo.
Valutare il volume di produzione
Per le grandi produzioni, i metodi automatizzati come la sbavatura meccanica consentono di risparmiare tempo e denaro. Per piccoli lotti o prototipi, la sbavatura manuale è una scelta più conveniente.
Considerare i costi e le risorse
Alcuni metodi, come la sbavatura laser o elettrochimica, richiedono macchine costose e formazione. I metodi manuali richiedono personale specializzato, ma costano meno in anticipo.
Valutare il livello di precisione richiesto
I settori ad alta precisione, come quello aerospaziale e medico, necessitano di metodi di sbavatura più avanzati. Per le parti meno critiche si possono utilizzare opzioni più semplici ed economiche.
Considerazioni sulla sicurezza e sull'ambiente

Alcuni metodi, come la sbavatura termica, richiedono regole di sicurezza molto severe. Inoltre, bisogna considerare l'impatto del processo sull'ambiente, soprattutto se produce rifiuti o emissioni.
Tempi di consegna
Alcuni metodi di sbavatura richiedono più tempo di altri. Se le scadenze sono strette, scegliete un metodo più rapido che soddisfi comunque gli standard di qualità.
Conclusione
La sbavatura è una fase importante della produzione che contribuisce a migliorare la qualità, la sicurezza e le prestazioni dei pezzi. Scegliendo il metodo di sbavatura giusto, è possibile garantire bordi lisci, prevenire i difetti e prolungare la durata delle attrezzature.
DEK offre servizi di sbavatura e soluzioni di alta precisione per aiutarvi a ottenere pezzi lisci e senza difetti con efficienza. Contattateci oggi stesso per ottimizzare il vostro processo produttivo!
Se lavorate con parti in metallo o plastica, avrete probabilmente sentito parlare dei centri di lavoro verticali (VMC). Queste macchine sono ampiamente utilizzate nella produzione per tagliare, modellare e forare i materiali con precisione. In questa guida informativa vi illustreremo le caratteristiche dei centri di lavoro verticali.
Che cos'è un centro di lavoro verticale?
Il centro di lavoro verticale (VMC) è un potente strumento utilizzato nelle officine meccaniche CNC. È progettato per creare fori e forme precise su superfici piane. La macchina opera in direzione verticale, utilizzando un mandrino che si muove verso l'alto e verso il basso con un angolo ripido.
Grazie ai controlli computerizzati, un centro di lavoro verticale può automatizzare attività come la selezione e la rotazione degli utensili, la ripetizione dei movimenti e la modellazione dei materiali con precisione. Queste macchine CNC avanzate hanno migliorato notevolmente la produttività della fresatura. I diversi modelli variano in base al numero di assi, alle funzioni che possono svolgere e alle caratteristiche aggiuntive che offrono.
Un centro di lavoro verticale è un cavallo di battaglia affidabile ed efficiente nella produzione. Fornisce pezzi di elevata precisione in tempi ridotti. Il suo design robusto gli consente di fornire coppia, potenza e velocità eccellenti. Grazie all'elevato livello di automazione, può lavorare con diversi materiali e contribuire a ridurre i costi di produzione.
Principi di funzionamento di base dei centri di lavoro verticali

Un centro di lavoro verticale funziona seguendo un modello di progetto dei pezzi che si desidera realizzare. Le macchine utensili e le impostazioni necessarie per i pezzi vengono trasformate in un codice comprensibile al sistema di controllo numerico della macchina.
La macchina segue un programma di elaborazione che esegue automaticamente le istruzioni CNC. Queste istruzioni sono solitamente memorizzate su dischi o nastri perforati, che vengono poi inviati al dispositivo di input della macchina. È possibile leggere queste informazioni e trasferirle al sistema di controllo numerico. È anche possibile inviare il programma direttamente con un computer collegato al centro di lavoro.
Un centro di lavoro verticale si muove tipicamente in tre direzioni (X, Y e Z). Ha anche una tavola rotante collegata alla superficie di lavoro, che facilita la creazione di pezzi circolari.
Parti principali di un centro di lavoro verticale

Un centro di lavoro verticale ha diverse parti importanti che lavorano insieme per produrre pezzi secondo gli standard di produzione. Queste includono:
Mandrino rotante
Il mandrino è un albero rotante che sostiene l'utensile da taglio o il pezzo da lavorare. Di solito è posizionato verticalmente (in alto e in basso) e aiuta a posizionare, sostenere e ruotare il pezzo durante la lavorazione.
Tavoli rotanti
L'aggiunta di assi rotanti supplementari trasforma una macchina di base a 3 assi in una macchina a 4 o 5 assi. Ciò consente di realizzare più facilmente pezzi complessi, come le pale delle turbine.
Tavolo da lavoro
Si tratta di una superficie piana su cui si posiziona il pezzo da lavorare. È possibile fissarlo direttamente o utilizzare morsetti e dispositivi di fissaggio. Il tavolo si muove in tre direzioni:
- Asse X (sinistra e destra)
- Asse Y (anteriore e posteriore)
- Asse Z (su e giù)
Questo movimento consente di aggiungere diverse caratteristiche al pezzo in lavorazione.
Cambio utensile
Questo sistema cambia automaticamente gli utensili per i diversi compiti. Rende il processo di lavorazione più rapido ed efficiente.
Sistema di raffreddamento
La maggior parte delle macchine utilizza un sistema di raffreddamento che ricircola un liquido (ad esempio acqua miscelata con olio) per mantenere freschi e lubrificati gli utensili da taglio e le parti.
Caricatori rapidi
I caricatori automatizzati, come i tavoli a navetta, aiutano a posizionare rapidamente i pezzi, riducendo i tempi di fermo e aumentando l'efficienza.
Custodie/coperture complete
Queste coperture impediscono ai trucioli di metallo e al refrigerante di schizzare in giro. Inoltre, aiutano a proteggere il macchinista e a mantenere pulita l'area di lavoro.
Trasportatore a coclea e a truciolo
Questo sistema rimuove automaticamente i trucioli metallici dall'area di lavoro, evitando di doverli spalare a mano. Contribuisce a mantenere il funzionamento della macchina senza intoppi.
Usi comuni dei centri di lavoro verticali

Se siete alle prime armi con questa tecnologia, lo schema di un centro di lavoro verticale può aiutarvi a comprenderne il funzionamento. È dotato di un mandrino verticale, che si muove su e giù, e di una tavola che contiene il materiale da lavorare. Potreste anche chiedervi: "Cosa si può fare con un centro di lavoro verticale?". Eccone alcune:
Modellare parti complesse
Alcuni pezzi, come cestini o basi, hanno forme irregolari difficili da lavorare. Un centro di lavoro verticale con cambio pallet facilita la creazione di questi pezzi complessi, consentendo di cambiare automaticamente i pezzi da lavorare.
Realizzazione di parti a forma di scatola
I componenti di tipo scatolare, come i blocchi motore e i gusci delle pompe a ingranaggi, presentano più cavità e sistemi di fori. Sono comuni nelle automobili e negli aeroplani. Un centro di lavoro verticale a doppia colonna è ideale per la lavorazione di pezzi grandi e pesanti ad alta precisione. Questo tipo di macchina offre una maggiore stabilità e resistenza.
Taglio di disegni curvi o dettagliati
Alcuni pezzi, come eliche, camme e giranti, presentano curve e contorni dettagliati. Un centro di lavoro a mandrino verticale aiuta a creare queste forme complesse con elevata precisione. È particolarmente utile in settori come l'aviazione e i trasporti, dove la precisione è importante.
Produzione di prototipi
Se dovete creare nuovi pezzi o testare dimensioni diverse, un centro di lavoro verticale vi offre flessibilità. È possibile modificare rapidamente il programma, ridimensionare i pezzi o regolare le impostazioni di produzione. È quindi ideale per piccoli lotti e per il collaudo di nuovi prodotti.
Lavorazione di pezzi piatti e cilindrici
È possibile utilizzare un centro di lavoro verticale per realizzare pezzi di tavole, manicotti e piastre. Questi pezzi sono spesso dotati di chiavette o fori radiali. Ad esempio, i manicotti degli alberi e le piastre con fori multipli, come i coperchi dei motori. Un centro di lavoro verticale consente di lavorare questi pezzi in modo rapido e preciso.
Vantaggi della VMC
I vantaggi dell'utilizzo di un centro di lavoro verticale sono molti e alcuni di essi sono i seguenti:
Aumenta la velocità di produzione

Le VMC aiutano a portare a termine il lavoro senza ridurre la qualità o sprecare risorse. L'automazione li rende ancora più efficienti, gestendo le attività di impostazione separatamente dalla lavorazione vera e propria.
Facile da usare e risparmio di tempo
Le macchine VMC sono progettate in modo da poter vedere chiaramente il lavoro. Ciò consente di individuare e risolvere rapidamente i problemi, mentre fresatura. I semplici comandi CNC facilitano la programmazione e il design della macchina consente di impostare i pezzi in modo più rapido. Ciò significa che si dedica meno tempo all'impostazione e alla programmazione.
Occupa meno spazio
Un VMC occupa solo un terzo dello spazio di un centro di lavoro orizzontale. Grazie al risparmio di spazio, la VMC è un'ottima scelta per le piccole imprese.
Più conveniente delle macchine orizzontali
Un centro di lavoro verticale costa meno di un centro di lavoro orizzontale. L'investimento iniziale è inferiore e si può anche risparmiare sui costi di produzione.
Centro di lavoro verticale Caratteristiche
Qui di seguito, discutiamo le caratteristiche che un centro di lavoro verticale possiede.
Forte capacità di taglio dei metalli

Il centro di lavoro verticale deve essere in grado di tagliare un'ampia gamma di materiali. Una buona capacità di taglio è fondamentale per aumentare la produttività. Ecco perché il mandrino è una delle caratteristiche più importanti da considerare quando si sceglie una macchina.
Potenziale di fissaggio e quarto asse
Una buona macchina dovrebbe consentire di impostare facilmente le attrezzature e di utilizzare un quarto asse quando necessario. Se il software è troppo complesso, rallenta il lavoro. Un sistema semplice ed efficiente fa risparmiare tempo e aumenta il tempo di attività della macchina.
Software di controllo avanzato
Il software della macchina può aiutare o limitare la memorizzazione dei dati, l'impostazione delle coordinate, la sonda e la rete. Se l'interfaccia è difficile da usare, si perde tempo a risolvere i problemi invece di lavorare. Un sistema semplice e facile da usare fa sì che le cose funzionino senza intoppi.
Supporto e capacità degli strumenti
La VMC deve gestire pezzi diversi, passare rapidamente da un lavoro all'altro e mantenere la qualità dell'utensile. Se la macchina non è progettata per questo, può causare frequenti fermi macchina, costi più elevati, ritardi e perdita di profitti. Ecco perché è essenziale disporre di una macchina con un solido supporto per gli utensili e una buona capacità di raffreddamento.
Opzioni di automazione

L'automazione aiuta i diversi hardware e software a lavorare insieme come un unico sistema. Questo riduce la necessità di lavoro manuale e aumenta la produttività.
Design confortevole per gli operatori
La macchina deve essere comoda e sicura da usare. L'automazione può aiutarvi dandovi più tempo e spazio per preparare i pezzi, migliorando l'ambiente di lavoro in generale.
Differenza tra centro di lavoro orizzontale e verticale
Lavorazione CNC I carter sono macchine avanzate che aiutano ad automatizzare il taglio e la sagomatura dei materiali. I due tipi principali sono i centri di lavoro verticali (VMC) e i centri di lavoro orizzontali (HMC). Ecco come si differenziano:
Direzione del mandrino
La differenza principale è il posizionamento del mandrino (la parte che sostiene l'utensile da taglio). I centri di lavoro orizzontali hanno un mandrino posizionato lateralmente. Ciò consente di eseguire tagli più profondi. Le VMC hanno un mandrino verticale, quindi sono più adatte a tagli precisi.
Precisione e accuratezza di taglio

HMC rimuovono più materiale perché sono più stabili. Funzionano bene per lavori di taglio pesanti. Le VMC sono migliori per lavori dettagliati, come la realizzazione di scanalature e superfici lisce, ma rimuovono meno materiale.
Differenze nella progettazione degli utensili
Gli utensili HMC sono più corti e più spessi, il che li rende più stabili quando si taglia in profondità nei materiali. Gli utensili VMC sono più sottili e più lunghi e consentono un taglio più preciso, ma possono vibrare di più, il che influisce sulla precisione.
Quanti lati possono essere lavorati
Le VMC (soprattutto i modelli a 5 assi) possono lavorare facilmente su più lati di un pezzo. Questo migliora l'efficienza e riduce gli errori. I centri di lavoro orizzontali hanno più limitazioni quando si tratta di lavorare su più lati.
Confronto dei prezzi
Gli HMC sono più costosi da acquistare, da far funzionare e richiedono operatori esperti. Ciò aumenta i costi di produzione. Le VMC sono più economiche e facili da usare e mantenere, per questo sono ideali per la produzione su piccola scala.
Scegliere il centro di lavoro giusto

Prima di acquistare un centro di lavoro, considerate questi fattori:
- Il tipo di materiale da lavorare determina gli strumenti e le frese necessari.
- La VMC deve produrre pezzi rapidamente, mantenendo un'elevata qualità e utilizzando il minor numero possibile di risorse.
- Assicuratevi che la VMC sia in grado di soddisfare le vostre esigenze di precisione. Verificare se la macchina e gli utensili funzionano come ci si aspetta.
- Il controllo e la sostituzione periodica dei componenti consentono alla macchina di funzionare bene e di produrre prodotti di alta qualità. Ignorare la manutenzione può portare a un numero maggiore di parti difettose, con conseguente aumento dei costi per l'azienda.
- Scegliete un sistema facile da usare e da programmare. Assicuratevi di poter ottenere assistenza e parti di ricambio quando necessario per un utilizzo a lungo termine.
Conclusione
Un centro di lavoro verticale è uno strumento essenziale per la lavorazione di precisione. Può aiutare a modellare pezzi complessi, produrre prototipi o aumentare la velocità di produzione.
Cercate soluzioni di lavorazione di alta qualità? In DEKOffriamo centri di lavoro verticali di alto livello che producono pezzi di precisione e forniscono un supporto alla produzione su larga scala. Contattateci oggi stesso per un preventivo gratuito e senza impegno!
Chi lavora con l'elettronica sa quanto sia importante avere componenti precisi e affidabili. La lavorazione CNC nell'industria elettronica garantisce che questi componenti soddisfino rigorosi standard di qualità. Utilizza macchine controllate da computer per tagliare, modellare e forare i materiali con estrema precisione.
In questa guida, esploriamo i componenti elettronici CNC più comuni, le tecniche e i materiali più comuni utilizzati per realizzarli, le finiture superficiali che si possono ottenere e molto altro ancora.
Perché la lavorazione CNC è ampiamente utilizzata nell'industria elettronica

Il settore dell'elettronica è enorme, con diverse sezioni. Il più grande è l'e-commerce B2B, che comprende le tecnologie di pagamento e comunicazione per le transazioni commerciali. Nel 2017 ha fatturato $29 trilioni.
Altri settori chiave sono le aziende tecnologiche, l'elettronica di consumo, i semiconduttori e l'elettronica di potenza. I prodotti elettronici utilizzano parti minuscole come transistor, condensatori e chip. Sono presenti in computer, TV, radio e smartphone.
La lavorazione CNC è veloce e precisa, per questo è ideale per la produzione di elettronica. Lavora con metalli e materie plastiche, evita di Stampa 3D e consente di modificare facilmente il progetto. Molti componenti elettronici necessitano di parti estremamente precise e la lavorazione CNC è uno dei modi migliori per realizzarle.
Vantaggi della lavorazione CNC nell'elettronica

Vediamo ora perché la lavorazione CNC è una buona scelta per la produzione di componenti elettronici. Ecco alcuni dei vantaggi:
Molto preciso
Le macchine CNC sono estremamente precise. Possono creare pezzi piccoli e complessi per l'elettronica o componenti più grandi come il guscio in alluminio di un computer portatile. Poiché le macchine CNC lavorano con tolleranze strette, di solito i pezzi non hanno bisogno di molte rifiniture prima di essere pronti per l'uso.
Tempi di produzione rapidi
La produzione di componenti elettronici con la lavorazione CNC è rapida perché non richiede strumenti complessi. Anche se è veloce, la lavorazione CNC produce pezzi di qualità superiore rispetto ad altri metodi rapidi come la stampa 3D.
Funziona con molti materiali
La lavorazione CNC supporta molti materiali diversi. Per questo motivo viene spesso utilizzata per realizzare prototipi di parti elettroniche.
Affidabile per la produzione
La lavorazione CNC è affidabile, quindi i produttori la utilizzano sia per piccole che per grandi produzioni. È anche ideale per realizzare prototipi prima della produzione completa.
Componenti elettronici CNC comuni
La lavorazione CNC viene utilizzata per produrre molti componenti elettronici, tra cui quelli riportati di seguito:
Custodie e involucri per l'elettronica

È possibile utilizzare Lavorazione CNC per realizzare involucri resistenti ed eleganti per dispositivi elettronici come smartphone, fotocamere e computer portatili. Questi involucri proteggono le parti interne e danno forma al dispositivo.
Mentre altri metodi come la pressofusione o lo stampaggio sono comuni, la lavorazione CNC è migliore per i progetti complessi e le finiture lisce. È possibile utilizzare materiali solidi come l'alluminio per garantire la resistenza, applicare diverse finiture superficiali come l'anodizzazione e persino aggiungere dettagli incisi o elementi filettati per un aspetto professionale.
Dissipatori di calore
I dispositivi elettronici come i computer si surriscaldano e i dissipatori di calore aiutano a raffreddarli spostando il calore nell'aria o in un liquido refrigerante. La lavorazione CNC è un ottimo modo per realizzare dissipatori di calore, anche di piccole dimensioni, perché consente di ottenere modelli di alette unici che migliorano il raffreddamento.
La maggior parte dei dissipatori di calore è realizzata in alluminio o rame, ma è possibile utilizzare anche acciaio inossidabile o Inconel. La lavorazione CNC è perfetta per la produzione di piccole serie o per la creazione di prototipi, in quanto consente di progettare alette personalizzate, di lavorare con materiali diversi, è veloce e garantisce un'elevata precisione per i pezzi di piccole dimensioni.
Semiconduttori

I semiconduttori alimentano l'elettronica moderna sostituendo gli ingombranti tubi a vuoto con componenti minuscoli ed efficienti. Con l'aumento della domanda di componenti per semiconduttori sempre più piccoli e precisi, la lavorazione CNC svolge un ruolo fondamentale.
La maggior parte semiconduttori sono realizzati in silicio o germanio. La lavorazione CNC garantisce una precisione estrema. Tuttavia, solo poche aziende dispongono delle competenze e delle macchine adatte a questo processo.
Elettronica di consumo
Dai telai degli smartphone alle basi dei laptop, la lavorazione CNC crea finiture lisce e raccordi precisi. Questi componenti devono avere un bell'aspetto ed essere sufficientemente resistenti per l'uso quotidiano, cosa che la lavorazione CNC sa fare meglio.
Negli smartphone, ad esempio, le macchine CNC creano piccoli supporti che tengono saldamente le delicate parti elettroniche. Questa precisione aiuta i dispositivi a durare più a lungo e a funzionare correttamente.
Anche i dispositivi indossabili si affidano alla lavorazione CNC per realizzare pezzi piccoli e complessi che si adattano perfettamente a spazi ristretti. Questa precisione rende la lavorazione CNC essenziale nell'elettronica di consumo.
Connettori e prese

Molti dispositivi elettronici si collegano ad altri tramite spine, prese e cavi. Ne sono un esempio le tastiere USB, le cuffie e gli strumenti musicali.
La lavorazione CNC è utilizzata per realizzare questi piccoli connettori metallici con estrema precisione per garantire connessioni sicure. Se i pin di un connettore o l'apertura di una presa sono anche solo leggermente fuori posto, il collegamento può fallire.
Le parti lavorate più comuni includono prese, pin e contatti, spesso realizzati in leghe di rame.
Interruttori elettronici
Ogni dispositivo elettronico è dotato di interruttori per il controllo dell'alimentazione, dai telefoni cellulari ai grandi server informatici. La lavorazione CNC consente di creare interruttori con la forma e le dimensioni giuste per garantire che si adattino perfettamente.
Gli interruttori in metallo richiedono spesso tolleranze strette per garantire movimenti fluidi e durata, mentre gli involucri in plastica devono adattarsi perfettamente ai componenti interni.
Schede a circuito stampato (PCB)

I PCB sono presenti in quasi tutti i dispositivi elettronici e collegano le diverse parti con tracce di rame su una base non conduttiva. La maggior parte dei PCB viene realizzata utilizzando sostanze chimiche in un processo chiamato incisione, che però non è sempre sicuro per i piccoli spazi di lavoro.
La lavorazione CNC è un metodo più sicuro per realizzare i PCB, poiché non utilizza sostanze chimiche e garantisce comunque un'elevata precisione. La lavorazione CNC consente di creare i PCB internamente ed è perfetta per la prototipazione. Consente una produzione rapida, una progettazione semplice tramite software CAD/CAM e permette a una sola macchina di gestire più fasi.
Materiali comuni utilizzati nella lavorazione CNC per l'elettronica
La lavorazione CNC può lavorare con molti tipi di materiali, compresi metalli e non metalli. Di seguito sono riportati alcuni materiali comuni utilizzati per la produzione di dispositivi elettronici.
Metalli

Alluminio: Questo metallo è leggero, resiste alla ruggine e conduce bene l'elettricità. Lo si vede spesso nelle parti elettroniche, come i dissipatori di calore e gli involucri, dove il controllo del calore è importante.
Acciaio inossidabile: Forte e resistente alla ruggine, l'acciaio inossidabile è utilizzato per viti, involucri e parti meccaniche dei dispositivi elettronici.
Ottone: Questo metallo resiste alla ruggine e conduce bene l'elettricità; viene utilizzato in connettori, interruttori, terminali e parti decorative.
Rame: Il rame è un ottimo conduttore di calore ed elettricità. È utilizzato per i contatti elettrici, le parti dei circuiti e gli scambiatori di calore.
Non metalli
Plastica: Le plastiche leggere e resistenti come il PEEK, l'ABS, il policarbonato e l'acrilico sono utilizzate per l'isolamento, le coperture dei display e gli alloggiamenti. Possono anche resistere a graffi e urti.
Compositi: Si ottengono mescolando due o più materiali. Sono forti, resistono alle fiamme e forniscono isolamento elettrico. Sono ideali per parti strutturali e isolanti.
Tecniche CNC per la lavorazione dell'elettronica
Ecco alcuni metodi di lavorazione CNC comunemente utilizzati nella produzione di elettronica:
Fresatura CNC

La fresatura CNC utilizza un utensile da taglio rotante per rimuovere il materiale da un pezzo, modellandolo nella forma desiderata. Questo metodo viene utilizzato per realizzare schede di circuiti, connettori elettronici e dissipatori di calore.
Tornitura CNC
La tornitura CNC crea pezzi rotondi o cilindrici facendo ruotare il materiale mentre una fresa rimuove le sezioni indesiderate. Viene spesso utilizzata per produrre connettori, perni, elementi di fissaggio e distanziali per l'elettronica.
Foratura CNC
La foratura CNC viene utilizzata per realizzare fori precisi nei componenti elettronici. È essenziale per creare fori passanti nelle schede dei circuiti e per posizionare LED, connettori e pulsanti.
Incisione CNC
L'incisione CNC utilizza un laser o uno strumento di taglio per contrassegnare le parti con loghi, testi, modelli o numeri di serie. Questa tecnica è comunemente utilizzata su circuiti stampati, involucri e pannelli di visualizzazione per garantire la precisione ed evitare errori.
Finiture superficiali per componenti elettronici CNC

Le finiture superficiali rendono le parti elettroniche lavorate a CNC più belle, più durature e più efficienti. Ecco alcuni tipi comuni:
Granigliatura: Questo processo rimuove le piccole imperfezioni superficiali e conferisce ai pezzi un aspetto liscio e opaco.
Nichelatura elettrolitica: Una scelta popolare perché migliora la conduttività e protegge dall'usura e dalla corrosione.
Anodizzazione: Crea uno strato non conduttivo e resistente alla corrosione sulla superficie. È disponibile in diversi colori e contribuisce alla durata.
Rivestimento in polvere: Aggiunge uno strato protettivo resistente e colorato che resiste alla corrosione.
Passivazione: Pulisce la superficie e rimuove i contaminanti. Questa finitura rende il pezzo più resistente alla ruggine, pur mantenendo una finitura naturale.
Lucidatura: Conferisce ai pezzi un aspetto lucido e riflettente e leviga la superficie per ridurre l'attrito.
Le sfide della lavorazione CNC nell'elettronica

Sebbene la lavorazione CNC offra molti vantaggi, si possono incontrare anche alcune sfide, come le seguenti:
- La ceramica e altri materiali fragili possono rompersi o scheggiarsi facilmente durante la lavorazione.
- L'installazione di macchine e strumenti CNC è costosa, soprattutto per i piccoli progetti.
- Per far funzionare correttamente le macchine sono necessari programmatori e operatori qualificati, il che aumenta i costi.
- La lavorazione crea calore che, se non gestito correttamente, può danneggiare le delicate parti elettroniche.
Ottenete componenti elettronici lavorati a controllo numerico di alta qualità con DEK
A DEKForniamo lavorazioni CNC su richiesta, realizzando rapidamente prototipi e pezzi di produzione con diversi materiali. Serviamo molti settori, tra cui quello elettronico, militare, aerospaziale, medico e automobilistico.
Lavoriamo insieme per trasformare i vostri progetti elettronici in componenti di alta qualità e precisione. Visitate il nostro sito web o contattateci per sapere come possiamo aiutarvi con il vostro prossimo progetto nel settore dell'elettronica.
Conclusione
La lavorazione CNC è un ottimo modo per realizzare parti elettroniche robuste e precise. Funziona velocemente, utilizza molti materiali e fornisce risultati affidabili. Ci sono alcune sfide, come gli alti costi di installazione e i problemi di calore, ma i vantaggi ne valgono la pena. Con la lavorazione CNC è possibile creare pezzi di alta qualità in modo rapido e semplice.
Domande frequenti
Per la produzione di dispositivi elettronici è meglio la lavorazione CNC o la stampa 3D?
Dipende da ciò che vi serve. La lavorazione CNC è più precisa e resistente, soprattutto per le parti metalliche. Inoltre, è in grado di lavorare con molti materiali diversi.
Quali sono i fattori che incidono sul costo della lavorazione CNC dell'elettronica?
Diversi fattori possono rendere più costosa la lavorazione CNC, tra cui la complessità del progetto, la precisione dei pezzi, il materiale scelto e il numero di pezzi da realizzare.
La lavorazione CNC è un processo che aiuta a produrre un'ampia gamma di componenti con caratteristiche di precisione. Anche gli utensili da taglio del tornio vengono utilizzati con la lavorazione CNC per tagliare i componenti e ottenere diverse caratteristiche geometriche.
La guida che segue vi aiuterà a comprendere ogni tipo di utensile per tornio e la sua funzione.
Cosa sono gli utensili da taglio per tornio?
L'utensile da taglio del tornio è uno strumento molto importante e versatile che viene utilizzato nelle operazioni di tornitura nella lavorazione CNC. L'utensile fa ruotare il pezzo sul suo asse e gli utensili da taglio rimangono fermi, rimuovendo il materiale dal componente. Aiuta a creare profili simmetrici attorno all'asse di rotazione e può gestire componenti da semplici a complessi.
Componenti di un utensile da taglio per tornio

Esistono diversi componenti di un utensile da taglio per tornio, alcuni dei quali sono i seguenti:
Paletta: Il paletta è un componente molto importante, presente all'estremità sinistra della macchina. Ha ingranaggi, un mandrino e un motore che aziona il mandrino; la funzione principale della fantina è quella di far ruotare il pezzo in lavorazione tenendolo fermo.
Contropunta: Si trova sul retro della fantina e sostiene una delle estremità del pezzo. Contiene gli utensili sotto forma di punte ed esegue l'operazione di foratura.
Letto: Il basamento del tornio funziona come un supporto che sostiene i componenti principali, come la contropunta e la testa della macchina.
Carrozza: Il carrello è presente lungo il bancale e sostiene l'utensile da taglio, aiutandolo a muoversi in diverse direzioni.
Vite di piombo: Si tratta di un albero di grande lunghezza dotato di filettature e posizionato parallelamente al piano di lavoro. Aiuta a eseguire processi di filettatura precisi e a muovere il carrello.
Asta di alimentazione: L'asta di avanzamento è presente lungo la vite di guida e consente il movimento del carrello per le operazioni che non richiedono la filettatura.
Mandrino: Il mandrino fa ruotare la postazione di lavoro e il pezzo viene montato al suo interno.
Tipi di utensili da taglio per tornio
Esistono diversi tipi di utensili da taglio per tornio, ognuno dei quali viene illustrato di seguito.
Tipo 1: Utensili da taglio per tornio in base al materiale
Esistono diversi materiali utilizzati per la produzione di utensili da taglio per tornio, alcuni dei quali sono i seguenti:
Acciaio ad alta velocità (HSS)

L'acciaio ad alta velocità contiene carbonio, tungsteno, vanadio e cromo, che lo rendono adatto all'uso su componenti dotati di durezza. Lavorano ad alta velocità e tagliano i metalli più duri con precisione e finitura.
Carburo
Gli utensili da tornio in metallo duro offrono fragilità e durezza e quindi lavorano con materiali versatili. Tuttavia, sono costosi e vengono utilizzati nella produzione di pezzi per scopi limitati.
Diamante
Gli utensili da taglio per tornio, realizzati con diamanti, sono eccezionalmente duri. Sono adatti ad essere utilizzati per tutti i tipi di materiali e sono molto costosi.
Nitruro di boro cubico

Il nitruro di boro cubico è anche un materiale duro e durevole, che rende gli utensili di taglio al tornio resistenti all'abrasione e adatti al taglio intermittente.
Utensile per tornio in ceramica
I torni in ceramica sono altamente resistenti all'usura e sono adatti ad applicazioni industriali avanzate.
Tipo 2: Utensili da taglio per tornio basati sulle operazioni
Anche gli utensili di taglio al tornio si basano su diverse operazioni, ognuna delle quali viene illustrata di seguito.
Strumenti di tornitura
Gli utensili di tornitura aiutano a rimuovere il materiale per tutta la lunghezza del pezzo, riducendone il diametro. Gli utensili di tornitura grezzi rimuovono una grande quantità di materiale dal pezzo in una sola volta. Per questo motivo, possono creare forme grezze. Mentre gli utensili di tornitura di finitura rimuovono una piccola quantità di materiale dal pezzo e creano una superficie finita.
Strumenti per smussare

Gli utensili per smussare sono destinati a produrre un bordo inclinato e sono adatti alla smussatura. Possono essere posizionati con le giuste angolazioni degli utensili da taglio per tornio, in modo da ottenere l'inclinazione corretta.
Strumenti per il taglio della filettatura
Gli utensili di filettatura creano schemi di filettature a spirale sui componenti, che sono cilindrici. Hanno un angolo di punta che dipende dal terzo angolo desiderato.
Strumenti per il rivestimento
Gli utensili per la sfacciatura utilizzano il tagliente laterale e spostano il materiale sotto forma di uno strato sottile.
Strumenti di formatura
Gli utensili di formatura sono costituiti da un utensile di scanalatura e uno di tornitura, che aiutano a creare forme complesse.
Strumenti per la scanalatura

Gli utensili di scanalatura eseguono scanalature sui componenti di forma cilindrica.
Strumenti di alesatura
Gli utensili di alesatura sono costituiti da una barra di alesatura che aiuta ad aumentare le dimensioni del diametro del foro.
Strumenti di zigrinatura
Gli utensili di zigrinatura sono costituiti da rotelle metalliche con motivi in rilievo. Contribuiscono a creare pezzi che hanno una presa maggiore.
Tipo 3: Utensili da taglio per tornio basati sulla struttura
Gli utensili per il taglio al tornio hanno strutture diverse e la classificazione è riportata di seguito.
Strumenti a corpo unico
Gli utensili a corpo unico sono costituiti da un unico pezzo di materiale progettato per ottenere una geometria e una dimensione specifiche e sono quelli più comuni.
Utensili da taglio per tornio di saldatura
Gli utensili da taglio del tornio per saldatura sono costituiti da un'asta e da una testa, realizzate con materiali diversi e collegate tra loro con l'ausilio di saldatura. Il fianco è realizzato con materiali come il carburo, mentre il corpo è in un metallo diverso. Questi utensili da tornio in metallo offrono una forza di taglio inferiore perché sono realizzati con materiali diversi.
Utensili da taglio per tornio a pinza

Gli utensili da taglio che hanno la stessa composizione del materiale e consistono in un inserto sul manubrio sono chiamati utensili da taglio per tornio a pinza. Questi utensili possono essere sostituiti e hanno proprietà come la durata e la resistenza.
Tipo 4: Utensili da tornio basati sulla direzione di avanzamento
Gli utensili da taglio per tornio, che si basano sulla direzione di avanzamento, sono i seguenti:
Utensili da taglio per tornio a destra

Questi utensili aiutano a rimuovere il materiale quando vengono trasportati da destra a sinistra. Il design è identico a quello di una mano umana e presenta un pollice a destra, che indica la direzione di avanzamento.
Utensili da taglio per tornio a sinistra
Gli utensili da taglio del tornio mancino aiutano a rimuovere il materiale quando vengono trasportati da sinistra a destra. La direzione dell'avanzamento è indicata dal pollice sinistro e il tagliente si trova sul lato destro dell'utensile.
Utensili da taglio per tornio a naso tondo
Gli utensili da tornio a punta tonda contribuiscono a creare una superficie liscia, muovendosi nelle direzioni destra e sinistra.
Come selezionare il giusto utensile da taglio per tornio?

Nella scelta dell'utensile di taglio al tornio giusto, alcune considerazioni da fare sono le seguenti:
- Gli utensili da taglio per tornio con rivestimento sono durevoli e possono lavorare bene. L'aggiunta di uno strato di rivestimento non solo migliora l'estetica dell'utensile da taglio, ma anche le sue proprietà meccaniche.
- Anche il ruolo del materiale del pezzo è fondamentale nella scelta del giusto utensile da taglio per tornio. Il materiale dell'utensile e quello del pezzo devono essere compatibili.
- Ogni operazione al tornio richiede utensili specifici. Per questo motivo, prima di scegliere l'utensile di taglio al tornio, si considera l'operazione richiesta per ottenere la giusta finitura.
- La scelta dell'utensile da taglio si basa anche sulla forma del materiale. Per questo motivo, nella scelta dell'utensile si deve tenere conto della forma della faccia del componente.
Operazioni di taglio disponibili per un tornio

Le operazioni che possono essere eseguite da un utensile da taglio del tornio sono varie e sono le seguenti:
- La tornitura è l'operazione più comune degli utensili del tornio, che aiuta a creare un componente cilindrico con elevata precisione.
- Il processo di taglio prevede anche operazioni di sfacciatura in cui la lunghezza del pezzo viene ridotta rispetto alle parti specifiche. In questa operazione si utilizza l'utensile da taglio per tagliare la parte perpendicolare.
- L'operazione di smussatura crea una superficie inclinata sul pezzo, che è cilindrico. Questo aiuta a ridurre i danni ai pezzi che si verificano a causa degli spigoli vivi.
- Il processo di zigrinatura consiste nel disporre di due o più rotelle metalliche che possono creare un disegno in rilievo sul pezzo in lavorazione, che ha una forma cilindrica.
DEK offre un servizio di lavorazione unico per i vostri progetti
DEK offre servizi di lavorazione per i vostri componenti utilizzando versatili strumenti di taglio al tornio. Questi componenti sono adatti all'uso in varie applicazioni e possono essere facilmente personalizzati in base alle vostre specifiche. Contattateci oggi stesso e realizzeremo i vostri componenti.
Conclusione
Gli utensili di taglio al tornio sono ampiamente utilizzati in molte applicazioni. Tuttavia, la comprensione del loro meccanismo di funzionamento e delle loro tipologie è fondamentale per facilitarne l'utilizzo nel processo di produzione.
Le materie prime svolgono un ruolo fondamentale nella produzione dei componenti. Per questo motivo, è molto importante testare i materiali prima di utilizzarli nei progetti.
L'importanza dei test sui materiali non può essere sminuita e se volete sapere cos'è il test sui materiali, come funziona e quali sono le sue tipologie, la guida che segue fa al caso vostro. Quindi, leggiamo.
Che cos'è l'analisi dei materiali?
Il collaudo dei materiali è un processo che misura le proprietà dei materiali e le loro reazioni quando sono sottoposti a determinate condizioni. I test sui materiali aiutano a determinare la compatibilità dei materiali con le diverse applicazioni.
Alcune aziende dispongono di strutture per il collaudo dei materiali, dove esperti qualificati li testano con diversi metodi di prova.
Come funziona una macchina per prove sui materiali?

Una macchina per prove sui materiali applica una forza controllata sul campione di materiale in modo da poterne valutare le proprietà meccaniche. Queste proprietà meccaniche consistono nell'elasticità, forzae deformazione.
La macchina di prova utilizza sistemi meccanici, idraulici e pneumatici per esercitare carichi di compressione e trazione. I sensori vengono utilizzati per misurare le forze applicate, che vengono registrate, e per valutare le prestazioni del materiale.
Perché le prove sui materiali sono importanti nella produzione?
Gli ingegneri di prodotto eseguono test sui materiali in vari settori. La raccolta di tutte le informazioni rilevanti sul prodotto durante lo sviluppo aiuta a garantirne la qualità. Aiuta a determinare il materiale più adatto per un determinato prodotto in termini di conformità e qualità.
Il processo di verifica dei materiali assicura anche che il materiale sia sicuro per il lavoro, poiché alcuni materiali sono infiammabili e reattivi e possono rappresentare un rischio. Gli sviluppatori testano i materiali in modo che le caratteristiche del materiale possano essere superate e che il materiale scelto soddisfi i requisiti di un'applicazione.
13 Tipi di test sui materiali
Esistono diversi tipi di metodi di analisi dei materiali:
Test di trazione

La prova di trazione è un metodo di prova dei materiali che ne misura la resistenza. Valuta le sollecitazioni, le deformazioni e lo snervamento del materiale e applica delle forze sul materiale. Utilizza materiali come i materiali compositi, i metalli e le polimeri. Per le prove si utilizza una macchina di trazione elettrica o una macchina di prova idraulica, che espone i materiali a forze diverse.
Test di compressione
Le prove di compressione valutano la reazione del materiale quando viene sottoposto a carichi di compressione. Le prove meccaniche hanno lo scopo di sottoporre il materiale a carichi che portano allo schiacciamento. La sollecitazione di compressione è importante per testare la duttilità e il modulo di elasticità.
Prove di fatica
Il prove di fatica aiuta a determinare la reazione del materiale quando è sottoposto a un carico. Si tratta del carico medio, che identifica la resistenza alla fatica al momento della rottura.
Test di durezza
La prova di durezza viene eseguita sul componente finale per verificare quanto è duro e a quale pressione si rompe.
Test d'impatto
Il test d'impatto misura la forza necessaria per la rottura del materiale. I due test Izod e Charpy sono condotti per identificare la forza di rottura del materiale. Questi due test misurano l'energia necessaria per causare una frattura nel materiale.
Test di torsione
Il test di torsione misura la resistenza del processo di torsione, che offre una valutazione della duttilità e della resistenza al taglio. Il processo prevede la torsione del materiale. Il test di torsione consiste nell'identificare le proprietà del materiale, come il modulo di elasticità, la resistenza al taglio e la resistenza alla torsione.
Test di trazione ad alta velocità
Il processo di prova di trazione ad alta velocità consiste in condizioni di carico rapido che determinano le proprietà di trazione della materia prima. Il test di resistenza alla trazione ad alta velocità è utilizzato per testare materiali soggetti a forti impatti di carico e a deformazioni eccessive.
Test per la formatura della lamiera

Il test per la formatura delle lamiere è una prova di formabilità della lamiera e della sua capacità di gestire la deformazione senza incrinarsi. Il test di imbutitura a cubo e il test FLD sono i test utilizzati per questo processo. Servono a valutare la compatibilità del materiale con la trafilatura, la formatura e la piegatura.
Test sugli elastomeri
I test sugli elastomeri valutano la capacità del composto elastomerico di funzionare in modo efficiente. Viene utilizzato per valutare le prestazioni dei materiali e dei pezzi finiti per garantirne la funzionalità e la qualità.
Test elettrici
I test elettrici valutano le caratteristiche elettriche di un materiale, aiutando a valutarne la conduttività, la rigidità dielettrica e la resistività. Viene testata la conduttanza elettrica di un materiale.
Test termici

I test termici valutano la reazione del materiale alla variazione di temperatura, che comprende la conduttività, l'espansione termica e la degradazione. Aiutano a misurare la conduzione del calore.
I test termici consentono persino di misurare il calore che può causare l'aumento della temperatura nel materiale per valutare la sua dissipazione termica. Valuta anche il limite in cui il materiale si contrae e si espande quando è sottoposto a una variazione di temperatura.
Test chimici
I test chimici consistono nell'analizzare il campione di materiale per verificare l'esposizione a determinate sostanze chimiche. Questi test valutano la resistenza dei materiali a determinate sostanze chimiche. Esistono diversi tipi di test chimici, alcuni dei quali sono i seguenti:
- I test di corrosione acida valutano la capacità dei materiali di resistere agli agenti chimici acidi.
- Il test di corrosione alcalina valuta la resistenza dei materiali agli ambienti alcalini.
- I test sui solventi organici valutano la reattività dei materiali ai solventi organici.
Prove distruttive e non distruttive

Quando si testa un materiale, i due tipi di test sono quelli distruttivi e quelli non distruttivi.
I test distruttivi sui materiali consistono nel prelievo di campioni dal materiale e nell'esecuzione di test per valutarlo in determinate condizioni. Questi test alterano la superficie del materiale, che quindi non è più in uno stato utilizzabile. Aiutano ad analizzare le caratteristiche del materiale nella produzione e nella ricerca.
I test non distruttivi sui materiali aiutano a verificare la capacità di un materiale di mantenere il carico fino al punto di rottura. Non distrugge il materiale e si limita a verificare se è in grado di sostenere un carico specifico per un periodo di tempo più lungo.
Test sui materiali e metodi standard
Esistono diversi metodi per testare i materiali:
Test dinamici

Il test dinamico del carico ha un impatto sulla capacità di carico; il campione viene sottoposto a un carico e viene condotto un test distruttivo. Esistono diversi tipi di test dinamici, che consistono in tester ad alta velocità, tester a caduta di peso e test di impatto a pendolo.
Test statici sui materiali
Le prove statiche sui materiali sono prove di contatto che consistono nel determinare il comportamento di resistenza e deformazione. Il componente è sottoposto a compressione, tensione e torsione.
Test ciclici sui materiali
I cicli di carico ricorrenti nelle prove cicliche sui materiali consistono nel caricare il campione di materiale, dove il carico ciclico viene applicato al materiale campione.
Metodi standard
Gli standard ISO, AMSE, BS ed EN sono gli standard utilizzati per testare i materiali quando vengono impiegati nella progettazione e nella produzione del pezzo.
Per cosa si può fare il test del materiale?
Ci sono diversi elementi che possono essere testati per il materiale, e sono i seguenti:
- Vengono testate le proprietà meccaniche di durezza, resistenza alla trazione, alla compressione e alla flessione di un materiale.
- Vengono valutate proprietà fisiche come la conduttività termica, il punto di fusione e la densità di un materiale.
- Proprietà chimiche del materiale, come la resistenza alla corrosione e l'analisi della composizione.
- È necessario valutare anche le proprietà elettriche, come la rigidità dielettrica, la conduttività e la resistenza agli agenti atmosferici.
Come documentare i dati durante le prove sui materiali?
I dati dei test sui materiali sono documentati sotto forma di rapporti dettagliati. I rapporti includono le condizioni di prova, i metodi di prova, i dati presentati e i dati grezzi. Questi rapporti dettagliati sono molto importanti per il controllo della qualità, la certificazione e la conformità alle normative.
Applicazioni delle prove sui materiali
Le applicazioni dei test sui materiali sono varie e vengono illustrate di seguito:
Industria automobilistica

I produttori di automobili utilizzano componenti realizzati con materiali testati, in modo che i componenti delle automobili, le parti interne e i telai della carrozzeria siano realizzati con cura. Questi materiali vengono valutati per garantirne la resistenza alla fatica, la durata e la resistenza agli urti.
Medico
Anche i materiali utilizzati per la prototipazione dei dispositivi medici sono sottoposti a test di biocompatibilità. La resistenza e la durata di questi materiali sono molto importanti perché vengono utilizzati per strumenti chirurgici, protesi e impianti.
Aerospaziale
Le parti degli aerei sono destinate a sopportare carichi pesanti e quindi sono soggette a pressioni elevate e a variazioni di temperatura. Questi materiali vengono testati per i componenti degli aerei, come ali, fusoliere e vetri.
Costruzione
I materiali utilizzati per i progetti di costruzione, come l'asfalto, l'acciaio e i materiali compositi, richiedono dei test. I test vengono condotti per verificare se sono in grado di resistere alle elevate sollecitazioni e se il materiale è conforme o meno agli standard di sicurezza.
Industria elettronica

I dispositivi elettronici come i telefoni cellulari e i computer portatili vengono testati per verificarne la durata, la resistenza al calore, la conduttività elettrica e la resistenza all'umidità.
Sfide nelle prove sui materiali
Quando si tratta di scegliere il materiale e di testarne la pertinenza in determinate applicazioni, si devono affrontare alcune sfide. Alcune di queste sfide sono le seguenti:
- I risultati dei test sui materiali possono risultare imprecisi a causa di un campione difettoso o incoerente. Il confronto tra i test diventa quindi difficile e richiede una preparazione dei campioni conforme ai protocolli standard, in modo da raggiungere la coerenza.
- Alcuni fattori ambientali, come l'umidità, la temperatura e la qualità dell'aria, possono influire sui risultati dei test. Se i materiali vengono testati a temperature diverse da quelle previste dallo standard, le loro proprietà possono essere compromesse. Pertanto, è necessario mantenere condizioni ambientali favorevoli durante le prove sul materiale.
- La raccolta dei dati per le prove sui materiali ha richiesto costi e tempo. In alcuni casi, il tempo e il budget possono essere una grande preoccupazione e quindi i metodi di prova non vengono condotti in modo appropriato.
- Garantire la sicurezza è una componente cruciale quando si effettuano prove sui materiali senza compromettere l'accuratezza del test. Alcuni metodi di prova comportano rischi in presenza di carichi pesanti, temperature elevate e ambienti corrosivi.
- Le apparecchiature utilizzate per i test possono presentare errori, come quelli di calibrazione, che forniscono misure imprecise.
DEK offre un'ispezione unica per i vostri progetti di lavorazione
Se state cercando di far produrre nuovi componenti e siete preoccupati per i test sui materiali, DEK può offrirvi servizi di ispezione. Ci assicuriamo di scegliere metodi versatili per testare i materiali dei vostri componenti che siano accurati, in modo da poter fornire i risultati appropriati.
Conclusione
Tutto ciò che è stato spiegato nella guida precedente fornisce una visione dettagliata dei test sui materiali e del loro ruolo. Leggendola, quindi, vi sarete fatti un'idea dei diversi metodi di test e degli aspetti più importanti.
Il policarbonato è una plastica comunemente utilizzata in un'ampia gamma di applicazioni. Tuttavia, quando lo si utilizza in diverse applicazioni, è necessario lucidarlo in modo da migliorarne la chiarezza ottica e l'estetica.
Per saperne di più sulla lucidatura del policarbonato, leggete la guida qui sotto.
Che cos'è il policarbonato polacco?
La lucidatura del policarbonato è un processo che consente di rendere liscia la superficie del policarbonato. Questo processo aiuta a ripristinare la lucentezza del materiale. Il policarbonato finisce per essere scolorito o opaco o sviluppa alcuni graffi. La lucidatura aiuta quindi a risolvere questi problemi.
Vantaggi del policarbonato lucido

I vantaggi del policarbonato lucido sono molteplici e alcuni di essi sono i seguenti:
- La superficie dei componenti in policarbonato, che è lucida, lascia passare più luce. Pertanto, le applicazioni che richiedono un'elevata trasparenza possono utilizzarlo.
- Il policarbonato lucido ha una superficie liscia che lo rende resistente ai graffi e ne migliora la durata.
- La lucidatura aiuta a liberare la superficie del policarbonato dalle sostanze chimiche e da altri agenti inquinanti che ne causano lo scolorimento. In questo modo, la capacità del policarbonato di mantenere il proprio colore viene migliorata.
- Le superfici in policarbonato lucidate appaiono molto attraenti e vengono utilizzate per le applicazioni in cui l'estetica è essenziale.
Come lucidare il policarbonato?
Esistono diversi metodi per lucidare il policarbonato, alcuni dei quali sono illustrati di seguito.
Levigatura

La levigatura è un metodo utilizzato per migliorare la finitura della superficie della policarbonato componente. Aiuta a rimuovere i graffi dalla superficie, rendendola liscia. Il processo utilizza una natura abrasiva e rimuove i difetti dalla superficie. Il processo utilizza carta vetrata di grana grossa e può essere a secco o a umido.
Come si esegue la levigatura del policarbonato?
Il processo di levigatura del policarbonato si svolge secondo le fasi indicate di seguito.
- Raccogliere tutte le carte vetrate di diverse qualità, guanti, occhiali, panni e acqua.
- Preparare il componente del policarbonato bagnandolo un po', ma senza usare troppa acqua.
- Iniziare a levigare il componente e iniziare con la grana bassa. Muovere la carta vetrata in senso circolare e rimuovere i graffi.
- Continuare a spruzzare acqua sulla superficie per evitare l'accumulo di detriti.
- Continuare a carteggiare per ottenere una superficie liscia.
- Cambiare gradualmente la grana della carta vetrata da grossa a fine e continuare a ridurre la pressione della levigatura.
Pro della levigatura del policarbonato
- Il processo di levigatura è molto semplice ed economico.
- Funziona per superfici grandi e piccole.
- Può rimuovere le imperfezioni e i graffi dalla superficie.
Contro della levigatura del policarbonato
- È un compito che richiede tempo e impegno.
- Se l'operazione non viene eseguita correttamente, è possibile danneggiare la superficie.
- È necessario essere esperti per ottenere una finitura uniforme.
Lucidatura a vapore

La lucidatura a vapore è un processo che prevede l'uso di vapori di solvente che dissolvono la superficie del policarbonato. Crea una finitura lucida e liscia. Il componente del policarbonato da lucidare viene esposto al vapore per un tempo molto breve, in modo che la superficie venga lucidata in modo uniforme.
Processi di lucidatura a vapore del policarbonato
Il processo di lucidatura a vapore del policarbonato comprende le seguenti fasi:
- Raccogliere i materiali essenziali, come il solvente chimico, i guanti, le maschere e l'attrezzatura per il riscaldamento.
- Pulire la superficie del policarbonato per prepararla alla lucidatura.
- Riscaldare il solvente in un bollitore fino a raggiungere il punto di fusione.
- Il vapore di solvente riscaldato viene quindi applicato alla superficie del policarbonato.
- Quando il vapore si scioglie sulla superficie, questa diventa lucida e liscia.
Pro di Vapor Polycarbonate Polishing
- Crea una finitura a specchio con elevata brillantezza.
- Il processo è più rapido rispetto alla lucidatura e alla levigatura.
- Non produce amidi in superficie.
Contro del policarbonato lucidante al vapore
- Necessita di attrezzature specializzate per la manipolazione e la lucidatura a vapore.
- I fumi del solvente sono tossici e quindi è necessario un ambiente ben ventilato.
- Il processo è costoso rispetto ad altri metodi.
Lucidatura

Lucidatura è un metodo che consiste nell'utilizzare componenti abrasivi seguiti da una ruota di lucidatura che ruota. Contribuisce a creare una superficie liscia e lucida finitura superficiale. Il processo consiste nell'ottenere una finitura lucida sulla lastra di policarbonato.
Come si esegue la lucidatura del policarbonato?
Il processo di lucidatura del policarbonato si svolge nelle seguenti fasi:
- Il processo richiede indumenti protettivi, tampone, carta vetrata a grana fine e abrasivo sfuso.
- Iniziare a carteggiare il componente in policarbonato per eliminare eventuali graffi profondi.
- Lucidare il componente con l'aiuto di una macchina lucidatrice; assicurarsi di non tenere il componente in un unico punto, poiché danneggia il mop.
- Assicuratevi di avere una stretta presa sul composto durante il processo di lucidatura e fate attenzione alla vostra sicurezza.
Pro della lucidatura del policarbonato
- Contribuisce a creare componenti ad alta lucentezza.
- Rimuove le imperfezioni e i graffi.
- Si ottiene una finitura liscia e uniforme.
- È un processo accessibile.
Contro della lucidatura del policarbonato
- Il processo di lucidatura è disordinato.
- Non può essere utilizzato per riparare i componenti in policarbonato estremamente danneggiati.
- Può creare nuovi graffi se il processo di lucidatura non viene eseguito correttamente.
Lucidatura chimica

La lucidatura chimica consiste nell'immergere il pezzo in policarbonato in una soluzione chimica che leviga le imperfezioni sui componenti. Questo processo è adatto per i pezzi composti da forme complesse. La soluzione utilizzata per la lucidatura chimica comprende solventi, acidi e altre sostanze chimiche.
Processi di lucidatura chimica del policarbonato
Le fasi della lucidatura chimica sono le seguenti:
- Il processo richiede carta vetrata, lucidatura chimica e indumenti protettivi.
- Il componente viene prima rifinito con una carteggiatura per eliminare eventuali graffi. Quindi si pulisce con un panno umido per rimuovere eventuali detriti.
- Per la passivazione viene poi applicato il lucidante chimico, che contribuisce a levigare la superficie e a lucidarla.
- Una volta che la lucidatura chimica si è indurita, la superficie del componente viene mantenuta sotto l'acqua in modo da evitare la formazione di crepe dopo la lucidatura.
I vantaggi della lucidatura chimica
- La lucidatura chimica consente di ottenere una superficie altamente lucida.
- Non necessita di lavoro manuale.
- Funziona bene con le forme complesse.
Contro della lucidatura chimica
- Richiede una manipolazione e un'attrezzatura speciale.
- Il processo è costoso.
- Contiene sostanze chimiche altamente tossiche.
- Se il processo di lucidatura chimica non viene eseguito correttamente, il componente può essere distrutto.
Come mantenere le parti in policarbonato lucidato?

I componenti lucidi in policarbonato richiedono manutenzione e le modalità di manutenzione sono le seguenti:
Pulizia di routine
Per mantenere l'aspetto estetico del componente in policarbonato lucido, è fondamentale una pulizia tempestiva. Dopo alcuni intervalli di tempo, è necessario pulire il componente, utilizzando una soluzione delicata di sapone. Sciacquare il sapone con acqua e poi utilizzare un panno privo di lanugine per pulirlo.
Prevenzione di graffi e danni
Per evitare danni e graffi alla superficie lucida del policarbonato, è necessario prestare attenzione durante la manipolazione. Questi componenti devono essere conservati con coperture protettive e non devono essere collocati su superfici abrasive e ruvide.
Cura a lungo termine per una finitura lucida

Il policarbonato si degrada nel tempo e sviluppa un colore giallo a causa dell'esposizione ai raggi UV. Un rivestimento resistente ai raggi UV può proteggere il policarbonato dallo scolorimento, dall'usura e dai danni da strappo.
Ottenete i servizi di lucidatura per le vostre parti in plastica presso DEK
Noi di DEK offriamo servizi di lucidatura per i vostri componenti in policarbonato. Disponiamo di attrezzature e strumenti altamente specializzati e di un team qualificato che offre la lucidatura della superficie dei componenti in policarbonato. Per il vostro prossimo progetto, contattateci e vi forniremo componenti ben rifiniti.
Conclusione
Poiché la guida di cui sopra offre una visione dettagliata del processo di lucidatura del policarbonato e dei suoi pro e contro, la scelta dell'opzione giusta può essere ottima. In questo modo, potrete scegliere il processo più adatto al vostro progetto, alla natura dei componenti e al budget.
Domande frequenti
Quale plastica può essere lucidata a vapore?
La lucidatura a vapore viene utilizzata per diversi tipi di plastica come ABS, acrilico, polisolfone e policarbonato.
Quanto dura la lucidatura a vapore?
La lucidatura a vapore richiede alcuni secondi.
Cosa non si deve usare sul policarbonato?
Per il policarbonato, si consiglia di non utilizzare detergenti aggressivi, poiché potrebbero causare uno scolorimento.