EDM de fundição vs. EDM de fioQual é a diferença?
Maquinação por Descarga Eléctrica (EDM) é uma técnica de maquinagem poderosa com capacidades não convencionais para maquinar qualquer material condutor, independentemente das suas propriedades mecânicas. Quando o método tradicional atinge os seus limites, a EDM entra em ação. Este processo permite aos fabricantes criar peças com elevada precisão.
Neste artigo, abordaremos brevemente a Maquinação por Descarga Eléctrica (EDM) e os seus dois tipos, Sinker EDM e Wire EDM, bem como as suas caraterísticas, vantagens e aplicações. No final deste artigo, estará em condições de escolher a melhor opção para o seu programa de fabrico ou de EDM.
O que é a maquinagem por descarga eléctrica (EDM)?

A maquinagem por electroerosão (EDM) é uma tecnologia de maquinagem não tradicional que se baseia no fenómeno de electroerosão durante a descarga de faíscas pulsadas entre a ferramenta e a peça de trabalho (eléctrodos positivos e negativos) para remover o excesso de metal e obter o tamanho, a forma e a qualidade da superfície predeterminados da peça de trabalho.
Fabrica peças personalizadas com precisão e exatidão extremamente elevadas, utilizando a energia térmica para separar o material da peça de trabalho. Os fabricantes recorrem à maquinagem por electro-erosão (EDM) quando as operações de fresagem e torneamento CNC não conseguem obter os resultados de corte pretendidos (por exemplo, são necessárias cavidades profundas e cantos internos afiados).
A EDM é popular porque consegue obter formas extremamente complexas que são difíceis de produzir com a fresagem. Também se destaca em diferentes aplicações de materiais duros, como o titânio. A EDM é uma tecnologia de fabrico subtractiva que utiliza faíscas eléctricas para maquinação. Existem dois tipos de EDM, nomeadamente a EDM com chumbadouro e a EDM com corte de fio. De seguida, abordaremos as diferenças específicas entre estes dois tipos.
Diferença entre a EDM de chumbar e a EDM de corte de fio
EDM de piaçaba

EDM de piaçaba é uma construção de material revolucionária para produzir geometrias complexas e cortes extremamente precisos que não são possíveis com a maquinagem convencional. Este método requer a utilização de eléctrodos feitos de cobre ou grafite que são pré-usinados para terem a forma desejada. Os eléctrodos são então afundados na peça de trabalho para produzir uma forma que é o oposto da forma original.
Como funciona a electroerosão por penetração?

Tanto o elétrodo como a peça de trabalho estão completamente submersos num fluido dielétrico, sendo aplicada uma corrente de alta frequência entre eles. O elétrodo actua como cátodo (ligado ao pólo negativo) e a peça de trabalho actua como ânodo (ligado ao pólo positivo).
Quando a peça de trabalho e o elétrodo estão próximos um do outro após a energização, um forte campo elétrico rompe o fluido entre a peça de trabalho e o elétrodo (o fluido torna-se um condutor), e a corrente eléctrica manifesta-se sob a forma de uma faísca eléctrica.
A faísca gera uma temperatura elevada, derretendo parte do material a ser processado (o elétrodo também será parcialmente derretido), o fluido dielétrico condensa e elimina o material estriado, a corrente eléctrica é constantemente ligada e desligada, a peça de trabalho e o elétrodo para manter uma certa taxa de alimentação, a fim de completar o processamento da peça de trabalho.
Caraterísticas e vantagens da electroerosão por penetração

- A peça de trabalho e o elétrodo da ferramenta não estão em contacto durante a maquinagem e o material é removido por descarga de faíscas eléctricas.
- Pode processar materiais muito duros, tais como carboneto, aço endurecido, aço para ferramentas
- Podem ser processadas várias formas complexas, incluindo cavidades internas, orifícios cegos, paredes finas e cantos afiados.
- A Sinker EDM pode alcançar uma precisão de maquinação muito elevada, atingindo o nível de microns e mesmo de nanómetros.
- Não existe força de corte no processo de maquinagem, o que não produzirá concentração de tensões ou deformação.
Aplicações da electroerosão por penetração
Devido às suas vantagens únicas de maquinagem, a Sinker EDM é amplamente utilizada em muitos domínios em que é necessária uma elevada precisão e formas complexas.
Fabrico de moldes: Moldes de alta precisão, tais como moldes de plástico, moldes de fundição injetada, moldes de estampagem.
Aeroespacial: Peças para motores de aviões, pás de turbinas, peças de precisão.
Dispositivos médicos: Componentes de dispositivos médicos e instrumentos cirúrgicos, tais como bisturis e implantes ortopédicos.
Indústria eletrónica: Peças microelectrónicas, conectores de precisão e componentes electrónicos.
Automóvel: Peças para motores de automóveis, engrenagens, rolamentos.
Fabrico de ferramentas: Diversas ferramentas de corte em carboneto, berbequins, punções.
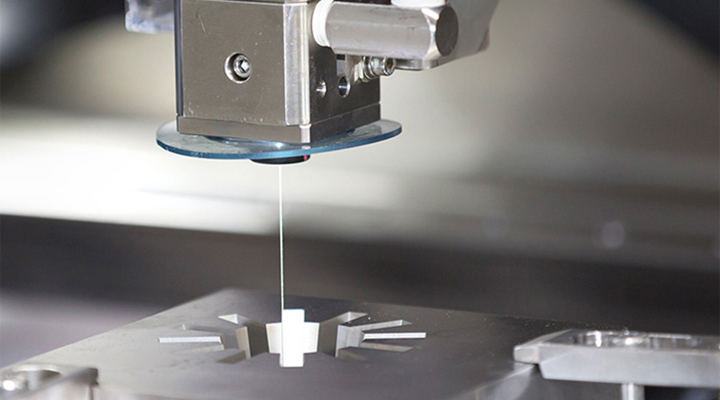
Corte de fio EDM

EDM de fio O processo EDM de corte de fio, também designado por erosão de fio, queima de fio ou electroerosão por faísca, utiliza a mesma técnica que o processo de corte de fio. Ao contrário do processo Sinker EDM, que é utilizado para formar recessos internos, o EDM de corte de fio é utilizado para cortar contornos internos e externos.
A matriz EDM é substituída por fios muito finos carregados eletricamente. A EDM de fio funciona em peças resistentes aos processos convencionais. Neste método, milhares de faíscas são descarregadas em peças de metal para corte, mas estas peças têm de ser eletricamente condutoras, como o aço, a liga, o titânio e o latão.
Como funciona a electroerosão a fio?
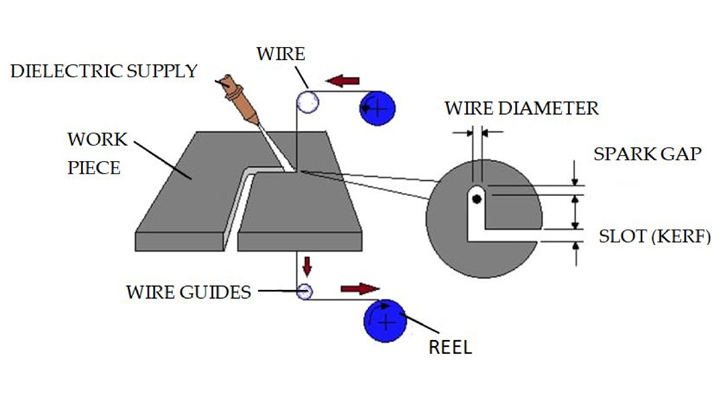
Utilizando um fio metálico fino em movimento (cobre ou fio de molibdénio) como elétrodo, a peça de trabalho é cortada e moldada por descarga de faísca pulsada. Esta tecnologia difere dos métodos de maquinagem tradicionais na medida em que utiliza principalmente energia eléctrica para conseguir o processamento de materiais e, por conseguinte, não está limitada pela natureza do material e pode processar qualquer material de dureza, resistência ou frágil.
No processo de EDM de fio, a descarga de faísca é gerada entre o fio do elétrodo e a peça de trabalho por corrente de impulso, e a peça de trabalho é cortada e processada utilizando o efeito corrosivo da descarga de impulso. Uma vez que é utilizado um elétrodo de fio, a EDM de fio só pode realizar o processamento de corte de contorno. Quando o espaço entre a peça de trabalho e o elétrodo de fio é suficientemente pequeno para ser penetrado pela tensão de impulso, é gerada uma descarga de faísca entre os dois e a peça de trabalho é cortada. A peça de trabalho com contorno de curva arbitrária pode ser processada controlando o motor passo a passo para fazer mover as paletes X e Y através da instrução emitida pelo dispositivo de controlo numérico.
Caraterísticas e vantagens da electroerosão por fio
- Como o fio do elétrodo é muito pequeno, pode processar furos finos de forma especial, fendas estreitas e peças com formas complexas, e pode alcançar uma precisão de processamento extremamente elevada, com uma precisão de ±0,005mm e uma rugosidade superficial de Rα 1,25~2,5um
- É adequado para o processamento de peças com formas complexas e tamanhos pequenos, especialmente algumas formas irregulares com formas flexíveis
- A superfície da peça de trabalho é menos afetada pelo calor, e o calor gerado durante o processamento concentra-se principalmente na costura de corte, o que é adequado para o processamento de materiais sensíveis ao calor e é propício para manter a estabilidade dimensional da peça de trabalho
- O corte com fio não gera força nas peças, evitando a deformação das peças, o que é propício ao processamento de peças de baixa rigidez, e a superfície processada tem um acabamento elevado, menos rebarbas e boa qualidade de superfície
- Devido à costura de corte estreita gerada durante o processamento, a remoção real de metal é muito pequena e a taxa de utilização do material é elevada, mas o custo de processamento é elevado, o que não é adequado para o processamento em grande escala.
- A electroerosão por fio permite um processamento rápido e o projeto pode ser montado e concluído num curto espaço de tempo
Que processo devo utilizar?

Nesta nova era de tecnologia e avanços, há muitas máquinas com as quais se deve familiarizar. Se está a começar ou a expandir o seu campo de ação, a EDM é a resposta a todas as suas perguntas. Dependendo das suas necessidades e considerações, existem dois tipos de EDM que podem ser utilizados: EDM de fio e EDM de chumbar.
Se pretende produzir matrizes e moldes com a produção de plástico moldagem por injeção cavidades, deve utilizar a EDM com chumbadouro, uma vez que esta é a aplicação mais comum da EDM com chumbadouro. Este processo também ajuda o fabricante a obter um detalhe e uma produção incríveis de uma vasta gama de componentes em diferentes indústrias, incluindo a indústria aeroespacial e automóvel.
Se a sua produção é pequena e necessita de tolerâncias apertadas, a sua prioridade deve ser a EDM por fio. A electroerosão por fio é o método mais económico e que poupa mais tempo do que outros métodos disponíveis no mercado. É também amplamente utilizada na indústria aeroespacial e médica para o fabrico de diferentes tipos de equipamento e peças. Este processo não requer tratamento térmico pós-usinagem, o que significa que não há stress térmico e há menos hipóteses de distorcer a superfície do material.
Que materiais são maquinados com EDM?
Em teoria, o EDM pode ser utilizado para maquinar qualquer material condutor.
No entanto, devido à taxa de remoção de material mais lenta da EDM em comparação com as máquinas-ferramentas convencionais, o processo EDM é mais adequado para maquinar aços para ferramentas endurecidos, titâniocarboneto cimentado, carboneto de tungsténio, Inconel, etc., que são difíceis de maquinar com métodos convencionais.
Porque é que a electroerosão requer uma corrente de alta frequência?
Porque tanto o elétrodo como a peça de trabalho precisam de ser arrefecidos. O curto período de energização faz com que o tempo de faísca seja muito curto e o calor não é suficiente para conduzir profundamente o elétrodo e a peça de trabalho, o que desempenha o papel de micro-usinagem e proteção do elétrodo. Além disso, o período de desligamento facilita o fluxo para lavar o material corroído e preencher a lacuna da faísca com um novo fluxo. No entanto, o processo é tão rápido que o número de faíscas entre o elétrodo e a peça de trabalho ultrapassa os milhares, se não mesmo os dez mil, por segundo.
A DEK presta serviços de EDM?
DEK fornece serviços de precisão de maquinagem EDM extremamente fiáveis e líderes na indústria e fornece soluções para prototipagem, produção e serviços de maquinagem EDM personalizados. A nossa maquinagem EDM requer menos eléctrodos, o que reduz os custos globais de fabrico.
Ao escolher o serviço de maquinação EDM da DEK, pode obter uma precisão de maquinação de 0,005 mm e uma rugosidade Rα 0,15~0,2. A nossa precisão de corte de fio EDM também é de 0,005 mm, mas a rugosidade é Rα 0,8. Comece o seu novo projeto com a DEK, contactar-nos agora.
Conclusão
Em resumo, a maquinagem por descargas eléctricas (EDM) é um processo que utiliza descargas eléctricas para manipular a forma e as propriedades físicas dos materiais. Neste artigo, creio que ficou com uma noção básica deste método de maquinagem. Assim, pode escolher a opção que melhor se adapta às suas necessidades para obter os melhores resultados.
A DEK fornece os melhores serviços de processamento de maquinação por descarga eléctrica (EDM), permitindo-lhe obter os melhores resultados com a maior precisão e o mais curto prazo de entrega. Pode sempre contactar os nossos engenheiros para obter apoio técnico, para que possa ter mais clareza sobre as etapas de processamento e o tempo de entrega da produção.
