Полное руководство по системе Hot Runner
В современных глобальных условиях производители пресс-форм и формовщики должны искать способы минимизации затрат и сокращения времени производства. Это связано с тем, что они заинтересованы в сохранении конкурентоспособности на рынке. Поставщики горячих бегунов предлагают широкий спектр решений для решения этой проблемы. Это делается для преодоления конкурентного давления и одновременного удовлетворения потребностей клиентов. Однако в этой области предлагаются самые разные системы - от готовых к производству, конфигурируемых и полностью индивидуальных. В результате возникает проблема, какая горячеканальная машина удовлетворит потребности и будет наиболее экономичной. При широком выборе как определить, какая система подойдет для пресс-формы?
В этой статье блога представлена исчерпывающая информация о существующих сегодня системах горячего прогона. Она включает в себя особенности и преимущества системы горячего прогона, что следует учитывать при выборе системы горячего прогона и многое другое.
1. Что такое система Hot Runner?
Горячеканальная система - это система подачи, представляющая собой совокупность нагреваемых компонентов для литьевых форм, подающих расплавленный пластик из сопел машины в полости форм. Полости пресс-формы представляют собой фасонную часть, из которой формируется расплавленный пластик.
2. Преимущества системы горячего прогона
Система горячей обкатки предлагает пользователям целый ряд преимуществ. В результате горячая бегущая строка все чаще становится предпочтительной технологией для формования термопластов. Несмотря на то, что спрос на холодную обкатку будет сохраняться, преимущества горячей обкатки в промышленности впечатляют. К ним относятся:
- Гибкость в дизайне
- Повышение эффективности системы формовки
- Баланс течения расплава
- Автоматизация формовки
- Оптимальное качество деталей
- Снижение стоимости обработки
- Сокращение времени цикла
- Ликвидация бегунов
2.1 Гибкость конструкций
Одно из главных преимуществ горячеканального станка - гибкость конструкции. Возможность расположения самых разных точек на детали представляет собой интересную и желательную особенность горячеканальной машины. Горячеканальная машина позволяет размещать затвор в наиболее удачном месте с точки зрения эстетики детали и оптимального заполнения. Это возможно благодаря использованию горячего литника, краевого литника или литника с клапаном. Эта гибкость, обеспечиваемая горячеканальной машиной, распространяется и на пресс-форму. Очевидно, что гибкость в расположении затворов способствует охлаждению, оптимизации ориентации полости и упрощению пресс-формы.
2.2 Повышение эффективности системы формовки
Запуск пресс-форм с горячими бегунами обычно не представляет сложности. Это связано с тем, что после каждой недозаполненной порции не нужно удалять затвердевшие бегунки, пока не будет достигнута полная порция формы. Интересно также знать, что когда система достигает рабочей температуры, пресс-форма готова к работе. Повышение эффективности достигается также за счет снижения давления впрыска. Это поможет уменьшить прогиб пресс-формы, прогиб платформы, а также снизить зазоры, вызванные перемещением компонентов.
2.3 Баланс потока расплава
Горячая бегущая дорожка также имеет преимущество в плане потока, поскольку каналы расплава находятся в отдельных коллекторах с внешним нагревом. Эти каналы хорошо изолированы от окружающих плит пресс-формы. По сравнению с холодной формой, горячий коллектор может быть спроектирован таким образом, чтобы каналы потока располагались на нескольких уровнях. Это позволяет обеспечить одинаковый поток смолы от сопла до каждой полости. Такой поток обеспечивает одинаковые профили и диаметр каналов, одинаковое количество поворотов, тепловое намокание и потерю давления. По сути, пластик достигает каждой полости при одинаковой температуре и давлении, независимо от их количества. Такой встроенный контроль давления и температуры полезен для смол с узким технологическим окном.
2.4 Автоматизация формовки
В связи с потребностью в точных пластиковых деталях без вспышек, горячие бегуны также помогают достичь автоматизации пресс-форм. Это является результатом преимуществ, получаемых при использовании в автоматизированных процессах. Бегунки не запутываются в механизмах пресс-формы, кроме того, они обеспечивают постоянство размеров деталей. В свете этого растет число отраслей, автоматизирующих сборку и формовку пластмасс.
2.5 Оптимальное качество деталей
Устранение холодного бегунка обеспечит лучшие условия упаковки и наполнения. При прохождении пластика через старую бегущую дорожку тепло теряется на плиты пресс-формы. Это вызывает падение давления, что приводит к недозаполнению деталей и раковинам. В отличие от этого, горячий бегунок помогает поддерживать баланс потока расплава при постоянной температуре от сопла до литника для заполнения и упаковки полостей. По сути, это помогает пользователям использовать преимущества высокоточных и взаимозаменяемых полостей для достижения качества и точности размеров. Однако если полость будет повреждена или выйдет за пределы спецификации, проще остановить производство дефектных деталей или уменьшить нагрев сопла горячего бегуна.
2.6 Вычет расходов на обработку
Несмотря на то, что горячая бегущая строка может быть причиной дороговизны пресс-формы, в долгосрочной перспективе она экономически эффективна. Это очевидно благодаря уменьшению количества пластиковых отходов во время обработки и сокращению времени цикла. В результате повышается производительность.
2.7 Сокращение времени цикла
В большинстве случаев плотность холодного бегунка составляет около половины общего веса дроби. Обычно его толщина в сечении намного больше толщины стенки литьевой детали. Отказ от холодной обкатки и использование горячей обкатки поможет сократить время цикла. Это связано с тем, что время охлаждения регулируется толщиной секции. Кроме того, горячая обкатка экономит время впрыска и восстановление шнека впрыска из-за меньшего размера дроби.
2.8 Ликвидация бегунов
В промышленности материалы становятся все более сложными, а стоимость их приобретения растет. В результате аналог горячего бегунка (холодный бегунок) превращается в дорогостоящий металлолом. При использовании в медицине важно знать, что отвалившийся бегунок не может быть использован повторно. Это может быть связано со стоимостью повторного шлифования, которое может быть шумным и пыльным, стоимостью хранения и многим другим. Если говорить об операциях формования с высокой кавитацией, то здесь существует большая проблема с отбраковкой и повторным измельчением. Использование горячих бегунов помогло устранить проблемы повторного измельчения и затрат из-за отсутствия бегуна.
3. Недостатки системы горячего прогона
Несмотря на то, что горячая бегущая система обладает целым рядом существенных преимуществ по сравнению с холодной бегущей системой, пользователям пресс-форм также необходимо понимать недостатки горячих бегущих систем. Это поможет пользователям принять эффективное решение, прежде чем выбрать подходящую бегунковую систему для своих проектов. Подводя итог, можно сказать, что к недостаткам горячих бегунков относятся:
- Сложность эксплуатации и технического обслуживания
- Высокие требования к оборудованию
- Увеличение стоимости
- Тепловое сжатие и расширение
- Разрушение термочувствительной смолы
3.1 Сложность эксплуатации и технического обслуживания
Режим работы и обслуживания горячеканального станка сложен. В результате такой сложности можно легко повредить детали горячеканальной машины, если не принять надлежащих мер предосторожности. Это может привести к большим экономическим потерям для компании. Кроме того, новым пользователям горячеканальных машин может потребоваться время, чтобы приобрести опыт правильного обслуживания и эксплуатации.
3.2 Высокие требования к оборудованию
Требования к использованию горячего бегуна очень высоки. Для изготовления горячеканальной пресс-формы требуется высокоточное обрабатывающее оборудование как в кооперации, так и в интеграции. Если требования не будут соблюдены в полной мере, в процессе производства могут возникнуть серьезные проблемы с компонентами. Например, если пластиковое уплотнение неисправно, то пластиковый расплав переливается через край и повреждает компоненты горячеканальной машины. Другой пример - неправильное расположение сопла и затвора негативно скажется на качестве продукции.
3.3 Увеличение стоимости
Что касается стоимости, компоненты для горячего прогона являются дорогостоящими. Это, в свою очередь, приводит к значительному увеличению общих затрат на приобретение горячеканальной пресс-формы. Кроме того, если у вашей компании низкий уровень производства, то использование горячеканальной машины может оказаться ненужным или неэкономичным. В развивающихся странах использование горячеканальных систем широко распространено из-за их дороговизны.
3.4 Тепловое сжатие и расширение
Существуют различные системы горячего прогона с различными конструкциями. В некоторых из них наблюдается тепловое сжатие и расширение. Это объясняется постоянным выделением тепла в процессе обработки. Кроме того, тепловое излучение, возникающее в процессе производства, может быть трудно контролируемым.
3.5 Разрушение термочувствительной смолы
Использование горячеканальной системы для термочувствительных смол может потребовать особой осторожности и большого опыта. Если не обеспечить должный уход, пользователи могут столкнуться с проблемой деградации. Деградация может выражаться как в изменении цвета на глаз, так и в таких сложных процессах, как сшивание молекулярной цепи.
4. Типы систем горячего прогона
Система горячего прогона существует в двух распространенных формах: полностью горячий прогон и полугорячий прогон.
4.1 Горячеканальный станок (горячеканальный станок открытого типа)

Полностью горячий бегунок прост и позволяет использовать большие литье пластмасс под давлением. Этот тип горячеканальных машин очень востребован в высокоточных пресс-формах. Одной из причин его широкого применения является простота конструкции и легкость установки.
4.2 Полугорячий бегунок (игольчатый тип клапана, затворный тип клапана)
Игольчатые горячеканальные машины с клапаном помогают контролировать подачу пластика в полость пресс-формы. Для этого используются механические запорные штифты, позволяющие открывать и закрывать сопло горячеканальной машины. Благодаря возможности управления потоком материала улучшается качество производства пластиковых деталей и ускоряется цикл. Использование клапанных затворов позволяет автоматизировать процесс, чтобы ускорить запуск пресс-формы, удалить струйки и капли расплава на затворах и расширить технологическое окно.
5. Состав системы горячего бега
Существует множество конструкций горячеканальных установок, разработанных самыми разными компаниями. Независимо от конструкции, существуют общие детали, которые характерны для всех систем горячего прогона в промышленности. К ним относятся:
- Насадки для горячего бега
- Манифольды
- Контроллеры температуры
- Управление потоком
- Соединения
5.1 Насадка для горячего бега

Сопла для горячего прогона изготавливаются таким образом, чтобы они соединялись с полостью. Эти сопла могут входить в подкаточный канал, который ведет в полость, или непосредственно в деталь. Ниже перечислены типы сопел для горячего прогона:
- Насадки с резьбой
- Одноклапанные затворные форсунки
- Насадки с опорным кольцом
- Втулки для шприца
5.2 Манифольды
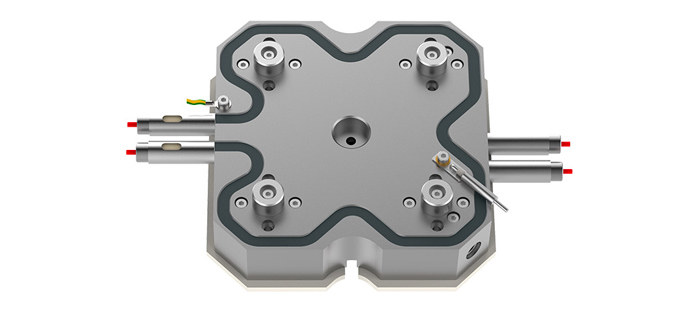
Коллекторами называются устройства, удерживающие сопла горячего потока. Они направляют расплав пластика от распределительных втулок прямо к соответствующим соплам. Коллекторы бывают разных стандартных форм, а также могут быть изготовлены по спецификации. Например, существуют коллекторы для форсунок с опорным кольцом, резьбовых форсунок и многих других.
5.3 Контроллеры температуры

Регулятор температуры горячего тракта обеспечивает дополнительную гибкость при смене горячих трактов. Он обеспечивает полную диагностическую обратную связь и высокую степень контроля в широком диапазоне температур. В большинстве случаев контроллер температуры горячего тракта может поддерживать температуру в режиме ожидания. Это устройство также автоматически снижает температуру при каждом перерыве в цикле формования. Эта функция важна для устранения деградации материалов из-за перегрева при прерывании цикла. Еще одна важная особенность терморегулятора заключается в том, что он может регистрировать изменения, вносимые в температурные настройки в ходе процесса. В результате можно постоянно поддерживать стандартную операцию формования по стандарту ISO. Наконец, контроллер может помочь вызвать несколько рецептов формовки для быстрой настройки пресс-формы.
5.4 Управление потоком
Регулятор расхода как часть системы горячего хода использует технологию клапанов для управления потоком расплавленного пластика через форсунки. Существуют различные запатентованные стандарты управления потоком, в то время как некоторые производятся на основе спецификаций.
5.5 Соединения
Суть соединений в системе горячего прогона заключается в обеспечении функциональности системы. К ним относятся соединения термопар, пневматические, электрические, гидравлические и охлаждающей жидкости.
6. Принцип работы системы горячего бега
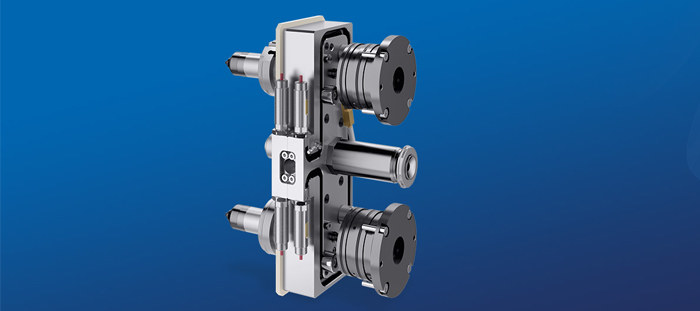
Формы для горячей обкатки состоят из двух пластин, которые нагреваются с помощью системы коллекторов. Функция коллектора заключается в поддержании постоянной температуры. Для этого расплавленный термопласт в бегунках поддерживается при той же температуре, что и температура нагревательного цилиндра. Затем расплавленный пластик подается по нагретым трубам к форсункам. Эти сопла заполняют стержневую форму, формируя конечную деталь или форму.
Система подогрева заключена в отдельную плиту, которая остается неподвижной во время цикла формования. Затем плита для формования стержней открывается, чтобы показать конечную формованную деталь без прикрепленных бегунков.
7. Важные моменты, которые следует учитывать при выборе системы горячего прогона

Как только возникает решение о внедрении в пресс-форму системы горячего прогона, возникает вопрос о том, на что обратить внимание. Поскольку существует множество независимых производителей и поставщиков, типов и вариантов систем стало очень много. В результате единственным общим явлением стал термин "горячий бегун".
Чтобы добиться максимальной эффективности формования, важно знать, что горячеканальные машины поставляются с различными опциями. Необходимо точно выбрать оптимальный вариант для пресс-формы, чтобы добиться повышения производительности. Поэтому при выборе системы горячей обкатки необходимо учитывать следующие моменты.
- Поставщик услуг: Прежде чем выбрать систему горячего прогона, убедитесь, что поставщик предлагает сервисное обслуживание продукции, помощь в запуске и обучение.
- Полная сборка горячего бегуна: Узнайте, собрана ли система горячего хода "на болтах" и протестирована ли она, или же поставляются только компоненты для сборки. Это очень важно, так как в случае сборки вам не придется доплачивать за сборку компонентов. Если нет, то вам потребуются услуги специалиста для сборки компонентов.
- Ассортимент продукции: Убедитесь, что поставщики предлагают широкий ассортимент насадок: горячие наконечники, краевые затворы, мультинасадки, клапанные затворы, шприцы и многое другое. Такая гибкость конструкции помогает создать оптимальную систему для формования.
- Опыт: Ищите поставщиков, которые имеют большой опыт работы с пресс-формами и их применением. В результате такого опыта поставщик предложит рекомендации по расположению затвора с учетом возможной ориентации деталей. Это поможет вам достичь оптимального наполнения и упаковки, прочности затвора, охлаждения затвора и многого другого.
- Тестирование смолы: выясните, есть ли возможность тестирования смолы или научно-исследовательский центр. Это поможет OEM-производителю или изготовителю пресс-формы выбрать идеальный тип системы горячего хода, сопла, параметры применения и смолы.
- Баланс в потоке смолы: Убедитесь, что поставщик предлагает возможности определения размеров каналов, анализа потока и проектирования. Это важно для создания механически и термически сбалансированной системы горячего хода. Это означает, что система должна быть достаточно большой, чтобы обеспечить небольшое относительное падение давления, не вызывая при этом слишком большого времени пребывания.
- Каналы расплава: Убедитесь, что коллектор можно очистить, когда система заполнена деградировавшими смолами. Также убедитесь, что каналы выполнены гладкими, без острых углов или мертвых зон, но с закругленными углами. Это обеспечит свободный поток смол в системе.
- Изоляция: Убедитесь, что сопло и коллектор хорошо изолированы, чтобы избежать потери тепла и чрезмерного потребления энергии.
- Прочность или долговечность пластин: Убедитесь, что пластины для горячего хода изготовлены из цельного блока предварительно закаленной нержавеющей стали. Это помогает достичь долговечности и прочности для обеспечения максимальной поддержки вокруг коллектора. Кроме того, это обеспечивает минимальный прогиб при высокой нагрузке на зажим и давлении впрыска. И наконец, это обеспечивает долговечность при минимальном обслуживании.
- Простота обслуживания: проверьте, можно ли легко очистить ворота. Кроме того, убедитесь, что детали можно легко заменить, когда они износятся. Например, замена наконечников форсунок, нагревательных лент, термопар, системы клапанов и многое другое.
8. Горячий бегун VS. Холодный бегунок, в чем разница?
Горячий и холодный бегуны отличаются друг от друга. Чтобы отличить их друг от друга, мы будем использовать их соответствующие преимущества и недостатки для сравнения. К ним относятся:
- Горячие бегуны обычно не требуют ручного удаления лишнего пластика, в то время как холодные бегуны требуют дополнительного удаления
- Горячая прогонка обеспечивает более быстрое время цикла, чем холодная прогонка
- Система горячего прогона исключает повторную обработку и переработку пластиковых отходов после каждого прогона, в то время как система холодного прогона должна перерабатывать
- Горячая проходка занимает больше времени, чем холодная.
- Система горячего прогона стоит дороже, чем система холодного прогона
- Системы горячего прогона требуют дополнительных внешних и внутренних источников отопления
- Система горячего прогона требует более высоких затрат на обслуживание по сравнению с системой холодного прогона из-за ее сложности
9. Горячий бегун F.A.Q
Резюме
По мере того как мы проливаем больше света на систему горячего бегуна, становится ясно, что общая эффективность формования возрастает. Это достигается за счет снижения затрат на электроэнергию, времени цикла, трудозатрат, стоимости материалов и т. д. Она также помогает улучшить качество производимых деталей, что обеспечивает большую гибкость в применении формования.
В заключение следует отметить, что система горячей обкатки обладает широким спектром преимуществ по сравнению с ее аналогом - системой холодной обкатки. И она должна быть ключевым фактором при выборе пресс-формы для литья термопластов. Свяжитесь с нами, чтобы получить дополнительную информацию и рекомендации по системе горячей обкатки.
