

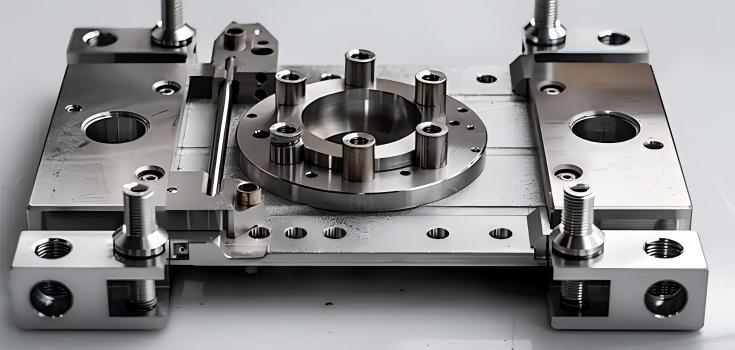
Jigs and fixtures demand tight tolerance control, parallelism, and long-term dimensional stability. The challenge lies in achieving consistent alignment, rigidity, and precise hole positioning for repeat setups.
DEK applies 5-axis machining, wire EDM, and precision surface grinding to maintain flatness and perpendicularity. We also apply heat treatment and stress relief to minimize deformation and ensure long-term accuracy.
All components are verified using CMM, height gauges, and pin gauges to ensure consistent repeatability across setups and production batches.
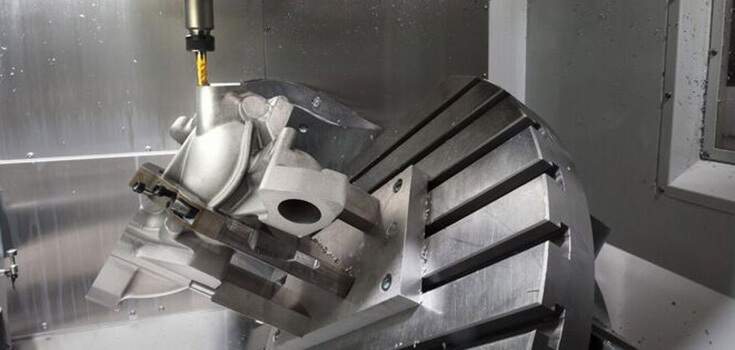
Multi-angle locating faces and relief features are precisely machined in a single setup using 5-axis CNC to minimize compound errors and tolerance stack-up.
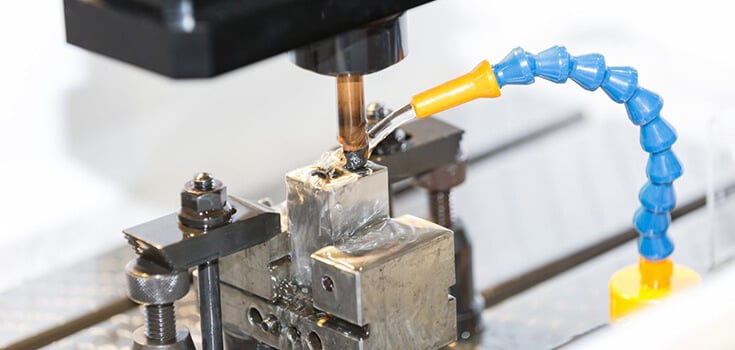
Wire EDM is applied on hardened blocks to achieve ±0.002mm positioning accuracy, especially for slot features and tight-fit holes with no thermal distortion.

Surface and cylindrical grinding ensures base plates, locating pins, and shims achieve <0.01mm flatness and surface roughness

We apply vacuum hardening and double stress-relieving cycles to stabilize tool steel components (e.g., D2, H13, SKD11), avoiding post-process deformation.

We support stainless steel inserts or Helicoils to ensure thread durability on aluminum jigs or soft fixtures. Manual torque test conducted on all threads.














Точность, быстрота выполнения и отсутствие дефектов - инженеры-механики полагаются на DEK, когда отказ не является вариантом.
Пришлите нам ваш чертеж — мы предоставим быстрый отзыв по технологии производства (DFM) и точную смету, без минимального заказа.