

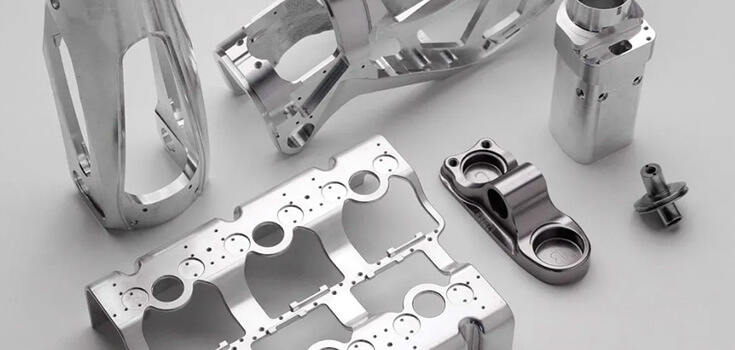
Компоненты шасси требуют строгой точности размеров, усталостной прочности и защиты от коррозии. Детали часто имеют глубокие отверстия, сложные контуры и требуют плотного прилегания к сопрягаемым узлам в условиях высоких нагрузок.
DEK использует многоосевую обработку с ЧПУ, электроэрозионную обработку для получения тонких деталей и многоступенчатую термообработку для обеспечения целостности конструкции. Для обработки титана и материалов 17-4PH используются специальные инструменты и приспособления с низким уровнем деформации.
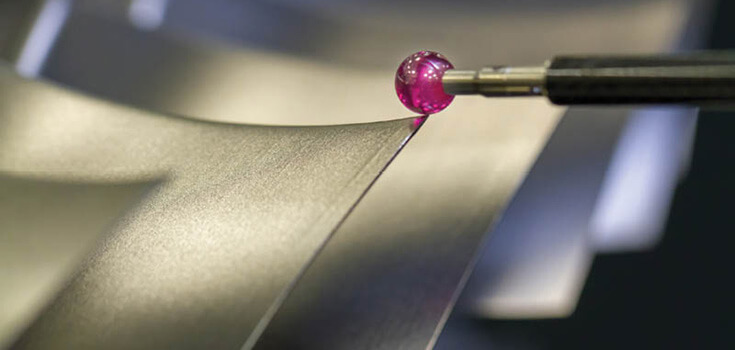
Критические размеры проверяются с помощью КИМ, ультразвуковой дефектоскопии и расточных калибров. Мы следуем утвержденным NADCAP процессам нанесения покрытий, неразрушающего контроля и документирования.

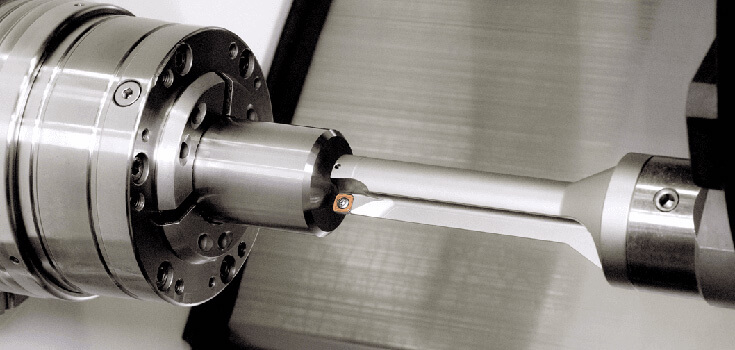
Опоры и кронштейны шасси фрезеруются на 5-осевом оборудовании для обеспечения геометрических переходов, выравнивания отверстий и сокращения времени обработки деталей.

Мы обрабатываем Ti-6Al-4V, 17-4PH и 300M, используя малоизнашиваемую оснастку, охлаждение потоком и оптимизированные подачи. Каждая партия проходит проверку твердости и микроструктуры после обработки.
Соосность и концентричность отверстий соблюдаются в пределах ±0,005 мм. Мы используем хонинговальные и расточные калибры для достижения требуемых допусков на посадку подшипников и втулок.

Термообработка перед обработкой и после обработки для снятия напряжений или закалки. Мы предоставляем полную документацию по каждому циклу в соответствии со стандартами AMS.

Возможны дробеструйное упрочнение, анодирование, пассивация и кадмирование. Все процессы соответствуют стандартам NADCAP или MIL-SPEC. Шероховатость поверхности проверяется с помощью профилометра.













DEK обеспечивает точность, скорость и бездефектное производство, которым доверяют инженеры-механики при решении самых ответственных задач.
Загрузите чертежи прямо сейчас, чтобы получить сертифицированное предложение, включающее все необходимые отчеты и документы о соответствии.