Alegerea între turnarea prin injecție a metalelor și turnarea sub presiune este o decizie extrem de situațională. Deși una ar putea părea o opțiune bună, cealaltă își poate străluci în continuare avantajele. Prin urmare, este foarte recomandat să studiați capacitățile și limitările ambelor înainte de a selecta oricare dintre ele. Mai ales când ambele procese au aplicații versatile, dar specifice.
Vă întrebați cum veți face diferența între turnarea prin injecție a metalelor și turnarea sub presiune? Nu vă faceți griji, am pregătit o scurtă introducere a proceselor pentru a vă ajuta să decideți ce este mai bine.
Turnare prin injecție metalică (MIM)
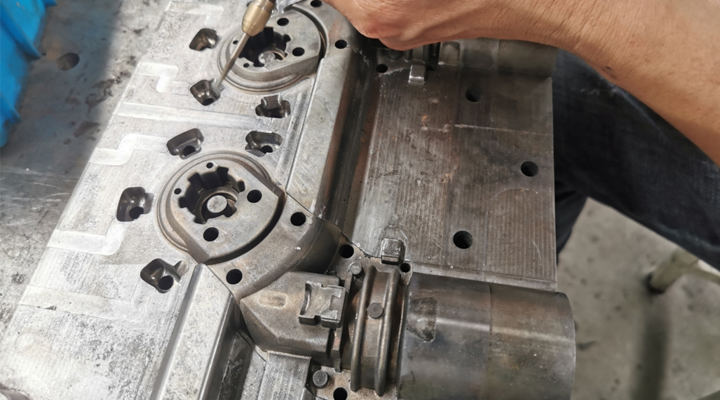
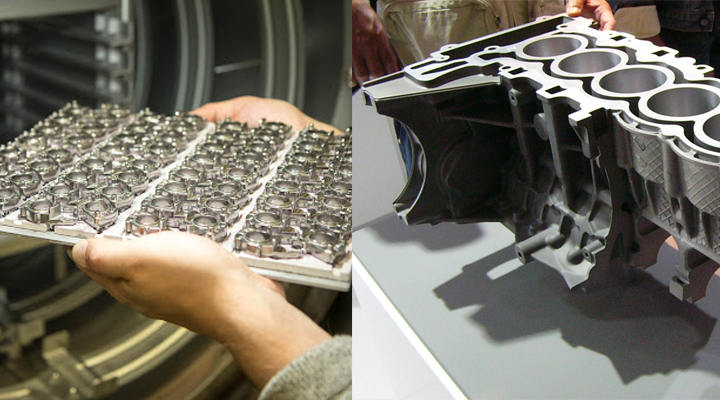
MIM sau turnarea prin injecție a metalelor este un proces de fabricație pentru a produce piese metalice complexe într-o singură etapă. Deși procesul în sine poate conține două până la trei etape, în funcție de alegerea industriei-mamă.
Pentru a începe, metalul sub formă de pulbere fin este combinat cu un material liant, cum ar fi, dar fără a se limita la, ceară sau polimerii termoplastici. Amestecul este bine amestecat pentru a crea o „materie primă” care, după cum sugerează și numele, este alimentată într-un turnare prin injecție mașinărie. În funcție de tonaj, mașina IM va injecta materia primă într-o matriță și se va solidifica la forma sa.
Produsul brut solidificat este apoi trimis pentru curățare și dezlegare pentru a face din acesta un corp verde. Acest corp verde este tratat termic (sinterizat) pentru a îndepărta complet materialul liant și se obține un produs finit.
Pro-uri
- Niciun material nu este risipă
- Consecvență în produse
- Rezistența ridicată la tracțiune a produselor finite
Contra
- Costuri de funcționare ridicate pentru produse de dimensiuni mari
- Necesită supraveghere calificată
Die Casting
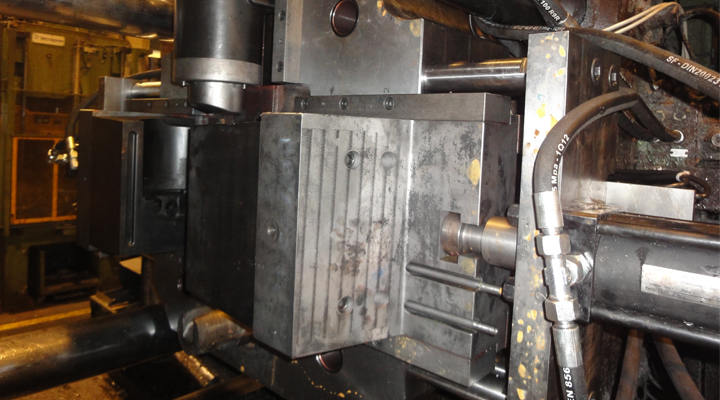
Turnarea sub presiune este o metodă de bază pentru fabricarea pieselor metalice neferoase, dar este posibilă și producția de piese feroase. Este un proces relativ simplu; metalul topit este introdus într-o matriță cu presiune ridicată și este lăsat să se răcească și apoi ejectat din matriță. Acest proces poate fi explicat în patru cuvinte,
- Prindere - lubrifierea și apoi strângerea matriței.
- injecție - injectând metal topit în matriță.
- racire - această etapă începe de îndată ce metalul este injectat, dar continuă pentru un anumit timp.
- Ejectie – cel turnat este îndepărtat din matriță pentru îndepărtarea excesului de metal și tăiere.
În funcție de tipul de metal care urmează să fie utilizat în procesul de turnare, poate fi utilizată o mașină cu cavitate caldă sau rece. zinc, aluminiu, cupru și magneziu sunt cele mai frecvente aliaje utilizate pentru turnarea sub presiune.
Pro-uri
- Ușor de operat
- Complet automatizat
- Cost-eficiente
- Proprietăți mecanice mai bune
Contra
- Porozitatea produselor finite
- Comparativ mai scăzută ca calitate
- Costul de instalare și înlocuire este mare
Care este diferența dintre MIM și DC?
Acum că știți care sunt aceste procese, va fi mai ușor să înțelegeți diferențele dintre ele.
Deoarece ambele procese excelează în departamentele lor relevante, dar sunt utilizate în mod generic pentru a face piese, am împărțit această secțiune a diferențelor în câteva aplicații practice. Fiecare dintre următoarele secțiuni se referă la practicabilitatea atât a turnării prin injecție a metalelor, cât și a turnării sub presiune.
Iată,
Dimensiuni perete
Dimensiunile pereților produsului sunt factori foarte importanți atunci când urmează să fie livrate unelte complexe, specifice și goale. Metoda de turnare sub presiune vă oferă puțin sau deloc control asupra grosimii și porozității pereților acestor instrumente, motiv pentru care nu poate fi utilizată atunci când sunt necesari pereți subțiri pentru un produs.
Turnarea prin injecție a metalelor, totuși, poate funcționa extrem de bine în acest caz, deoarece poate fabrica produse respectând cu strictețe parametrii stabiliți.
Porozitate
Turnarea prin injecție a metalelor produce o unealtă de metal uniform densă, cu rezistență ridicată la tracțiune datorită procesului de sinterizare, dar turnarea sub presiune este comparativ mai slabă și mai susceptibilă de a avea pungi de aer care fac structura mai slabă; numită în mod obișnuit porozitate.
dimensiunile produsului
Metal Injection Molding produce produse similare din punct de vedere dimensional, deoarece se concentrează pe calitate și acuratețe. Cu toate acestea, produsele turnate sub presiune pot conține diferite dimensiuni ale produsului, deoarece majoritatea modelelor turnate trebuie tăiate pentru a îndepărta excesul de material.
Durata de viață a morții
În turnarea sub presiune, matrițele trebuie să reziste la presiune ridicată și la temperaturi ale metalului topit, care le pot uza rapid. În ciuda acestui fapt, matrițele pot fi folosite în mod repetat și de până la 1 mm, în comparație cu doar 150K-330K fotografii pentru Metal Injection Metal.
Contracția produsului
Industria de turnare prin injecție a metalelor trebuie să țină cont de contracție cu precizie, deoarece sinterizarea poate reduce volumul produsului cu până la 30%. Turnarea sub presiune nu are contracția ca problemă majoră.
Costuri de funcționare
Turnarea sub presiune este cu 20-30% mai ieftină decât turnarea prin injecție a metalelor. Deși turnarea prin injecție a metalelor poate salva metalul de la deșeuri, are nevoie totuși de o sursă de energie mai mare, de specialiști care să opereze echipamentele și de materii prime scumpe pentru a face materie primă.
Automatizare și design de produs
Turnarea sub presiune poate fi complet automatizată pentru a reduce costurile forței de muncă, dar nu poate face față în mod eficient formelor complexe și cerințelor stricte. Cu toate acestea, turnarea prin injecție a metalelor oferă libertate deplină de proiectare și producție de piese complexe.
Risipuri de furaje
Turnarea prin injecție a metalelor nu are relativ deșeuri de metal în comparație cu turnarea sub presiune, deoarece tot metalul este injectat în matriță în limitele parametrilor stabiliți. Turnarea sub presiune implică injectarea de metal lichid topit pentru a umple matrița, orice exces este ulterior tăiat și risipit.
Rețineți că unele industrii pot recicla tunsoarele, dar tot crește costul operațional, deoarece trebuie manipulat mai mult material.
Ar trebui să preferați turnarea prin injecție de metal decât turnarea sub presiune?
Aceasta este o întrebare care are ambele răspunsuri, da și nu.
Motivul principal pentru aceasta este că depinde foarte mult de obiectivul industriei dvs. Dacă doriți să fabricați unele unelte sau produse mari, cum ar fi camerele motoarelor cu gaz, containerele etc., atunci turnarea sub presiune ar trebui să fie calea dumneavoastră de urmat.
În principal pentru că este un proces relativ simplu și nu vei avea probleme în gestionarea cheltuielilor acestuia, deoarece materia primă este mai ieftină și ușor disponibilă.
Această situație se schimbă atunci când scopul tău este de a produce modele complexe de instrumente sau produse mici. În acest caz, turnarea sub presiune nu vă poate ajuta prea mult, puteți produce în continuare sculele, dar vor exista o mulțime de erori și fiecare unealtă va avea parametri diferiți.
Turnarea prin injecție a metalelor vă poate economisi atât timp, cât și resurse în acest tip de situație. Modelarea prin injecție a metalului a dovedit că respectă strict parametrii, ceea ce asigură că fiecare unealtă are aceleași dimensiuni și densitate.
De asemenea, întărește produsul prin procesul de sinterizare. Acest lucru nu numai că îmbunătățește calitatea finală a instrumentului, dar elimină și orice etape secundare. În cele din urmă, turnarea prin injecție de metal încununează această situație.
Concluzie
Turnarea prin injecție a metalelor este o metodă nouă și îmbunătățită de fabricare a pieselor. Cu toate acestea, este încă limitat la a fi profitabil doar atunci când sunt necesare serii mai mari de piese mici detaliate.
Turnarea sub presiune este profitabilă pentru o varietate de execuții pentru piese mai mari mai puțin detaliate. În cazul în care încă nu vă puteți decide, ne puteți contacta și experții noștri vă vor ajuta să decideți.