Los mejores servicios de rectificado sin centros en China: rentables y de mejor rendimiento
Estamos especializados en servicios de rectificado sin centros y ofrecemos soluciones para sus necesidades de rectificado. DEK tiene como objetivo proporcionar un rectificado sin centros superior en el que pueda confiar. Garantizamos el máximo rendimiento de sus piezas durante los próximos años.
La solución completa de rectificado sin centro para sus necesidades: bajo demanda y eficaz
DEK le ofrece las máximas ventajas del rectificado sin centros para sus piezas redondas o cilíndricas. Satisfacemos a nuestros clientes a través de nuestros servicios de molienda efectivos y de alta calidad. Nuestras tecnologías avanzadas y rectificadoras sin centros de última generación son una solución ideal para obtener piezas de alto rendimiento con un acabado superficial excepcional.
Para DEK, el rectificado sin centros es un arte. Nuestro personal está compuesto por ingenieros de primer nivel que lo ayudan en cada etapa del proceso de rectificado sin centros. DEK maneja sus necesidades de producción de alto volumen con equipos ultramodernos y puede procesar sus pedidos en 2 o 3 días como máximo.
- Ultraprecisión. Tolerancia tan ajustada como ±0.001 mm (00005")
- Poco tiempo de carga y capacidad para procesar una gran cantidad de piezas
- Ahorra tiempo de fabricación gracias a la participación de la automatización
- Permita que se sienta libre de preocupaciones mediante la inspección detallada de las piezas fabricadas
Los materiales de rectificado sin centro con los que trabaja DEK
Las amoladoras sin centro de última generación de DEK son capaces de procesar materiales de grado industrial de alta calidad con facilidad y pueden lograr los resultados que usted avala. A continuación se muestran algunos de los materiales más comunes disponibles para el rectificado sin centros.

Aluminio
El aluminio es una de las mejores opciones para el rectificado sin centros. Tiene algunas de las propiedades naturales excepcionales que admiran los clientes de todo el mundo. El pulido y acabado de superficies de aluminio puede brindarle mejor calidad, seguridad y productividad. El aluminio tiene la capacidad de minimizar los tiempos de inactividad del rectificado sin centros y los costos generales, así como también ofrecer a sus piezas un rendimiento constante y uniforme.
Latón
DEK prefiere el latón debido a su capacidad para formar fácilmente varias formas complejas. Además, es un buen conductor del calor y ofrece una gran resistencia a la corrosión. Lo interesante del latón es que requiere mucho cuidado durante el rectificado sin centros, y la atención al detalle es la clave para mecanizarlo. DEK hace un trabajo mucho mejor al equilibrar el medio ambiente y produce piezas de latón excepcionales.
Bronce
En general, el bronce es una aleación formada por cobre y estaño (12-12.5%). Además, según sus requisitos específicos, el bronce también puede contener aluminio, manganeso, níquel o zinc. Puede lograr diferentes propiedades usando bronce, y este metal también le da la libertad de personalizar sus piezas.
Cobre
En DEK, el cobre es una opción sólida para producir piezas cilíndricas de calidad comercial. Es muy fácil trabajar con cobre porque es rentable y altamente maquinable. DEK prefiere trabajar con cobre para mejorar la elasticidad, flexibilidad, dureza, color y resistencia a la corrosión de la pieza.
Aleaciones de alta temperatura
DEK se compromete a proporcionar aleaciones de alta temperatura de alto estándar de grado industrial para rectificado sin centros. Estas aleaciones son efectivas contra temperaturas extremadamente altas e incluso pueden manejar 1000 grados C de temperatura sin perder el rendimiento. Hay diferentes formas en que DEK selecciona las aleaciones de alta temperatura adecuadas para usted en función de sus requisitos y uso.
Aleaciones de níquel
Las aleaciones de níquel son materiales altamente personalizables y de alta calidad para el rectificado sin centros. Estas aleaciones también se conocen como aleaciones de expansión controlada, que contienen un mínimo de 29 % de níquel. El hierro, el cobre, el cromo y el titanio se utilizan principalmente en aleaciones de níquel para mejorar las propiedades materiales de las piezas cilíndricas.
Acero Inoxidable
El metal de acero inoxidable para esmerilado sin centros contiene una variedad de elementos químicos básicos que, cuando se fusionan, crean una aleación robusta y poderosa. DEK elige el acero inoxidable porque otorga a las piezas un alto rendimiento y un gran acabado superficial. También creemos que la limpieza es un asunto de gran importancia, y el acero inoxidable puede brindarle exactamente lo que desea para sus piezas cilíndricas.
Titanio
En DEK, preferimos el titanio debido a su excepcional relación resistencia-peso con una excelente resistencia térmica y eléctrica. Puede tener piezas ligeras con un mejor rendimiento utilizando titanio como material de rectificado sin centro. El titanio es atractivo y se usa para aplicaciones críticas que priorizan la precisión.
Por qué más de 2300+ clientes Unesdoc.unesco.org DEK
Gran retorno de inversión
El aumento de la producción junto con el mantenimiento de tolerancias más estrictas será un gran retorno de su inversión. DEK se asegura de que obtenga piezas rentables a través de sus servicios de rectificado sin centros totalmente optimizados. El alto rendimiento y la mayor vida útil de sus piezas bien valen el dinero que gastará.
Facilidad de producción
Las más de 40 rectificadoras sin centros de última generación de DEK con un personal de ingenieros altamente capacitado garantizan una producción rápida y de alto volumen con velocidad supersónica. Podemos brindarle resultados de calidad dentro de 2-3 días y podemos procesar su pedido completo en 1-2 semanas. Nuestra tecnología avanzada con las últimas investigaciones reduce la tasa de defectos por ciclo de producción y aumenta la confiabilidad y la eficiencia.
Ahorro
DEK se asegura de que sus servicios de rectificado sin centros sean la forma más sencilla de reducir los costos de fabricación de piezas al reducir los costos de materiales, energía y recursos. Creemos que la rentabilidad es tan importante como la calidad y el rendimiento de las piezas. Por lo tanto, logramos esto ajustando los diseños de las piezas y utilizando de manera efectiva todos los recursos, y optimizando nuestros procesos de rectificado sin centros. DEK invierte en maquinaria de última generación y tecnologías avanzadas de rectificado sin centros para reducir el desperdicio de material y las pérdidas de energía, ahorrando hasta un 20 % del costo total y aumentando el rendimiento y la calidad de sus piezas.
Consistencia en la calidad
La capacidad de DEK para organizar y planificar los procesos completos de rectificado sin centros con respecto a la perspectiva de calidad dinámica de las piezas es una calidad de pieza constante garantizada con un rendimiento excepcional. Definimos, administramos, enfocamos y controlamos la calidad en todos y cada uno de los pasos del rectificado sin centros para lograr nuestro compromiso. En DEK, nuestro éxito general y nuestra experiencia son algunos de los factores clave detrás de nuestra capacidad para lograr consistencia en la calidad.
Solución integral
DEK es una solución integral para todas sus necesidades de rectificado sin centros. Tenemos hasta tres tipos de métodos de rectificado sin centros, que incluyen alimentación continua, alimentación interna y alimentación final. Además, nuestra capacidad de ofrecer una personalización completa de sus piezas le brinda la libertad que merece para recibir las piezas que desea. Las capacidades de rectificado sin centros de ultraprecisión de DEK son una garantía de fabricación de piezas rápida y de alto nivel. Desde la planificación del diseño de su pieza cilíndrica hasta la inspección detallada y el envío, DEK hace todo lo relacionado con la fabricación de su pieza para que pueda estar libre de preocupaciones.
Tolerancias dimensionales más estrictas
El rectificado sin centros de DEK es excepcional y permite que sus piezas se mantengan con tolerancias dimensionales más estrictas. Esta es también una posible razón detrás de los acabados superficiales más suaves de sus piezas. La mayor frecuencia de inspecciones detalladas y de calidad de DEK con equipos más especializados garantiza una tolerancia dimensional de sus piezas de hasta +/-0.001 mm. Además, una tasa de escape más baja y la eliminación del desperdicio de materia prima significa costos más bajos para lograr niveles de precisión más altos.
Estándar más alto de seguridad y calidad
DEK se asegura de que tenga un control más estricto sobre los procesos de rectificado sin centros, lo que le permite asegurarse de que todas sus piezas cumplan con los estándares y sus especificaciones. Con DEK, si surge un problema o si algo requiere un cambio, podrá detectarlo y corregirlo más rápidamente, lo que le ahorrará tiempo y dinero valiosos. Tendrá más confianza mientras trabaja con nosotros porque seguimos estándares más altos de seguridad y calidad. La fabricación china le permite aplicar mayores prácticas de seguridad, y China también tiene el más alto nivel de normas de seguridad y calidad.
Favorable al medio ambiente
El rectificado sin centros optimizado de DEK no solo le ahorra una gran cantidad de dinero, sino que también ahorra energía. Reducir el desperdicio de materiales, energía y otros recursos valiosos durante la fabricación de sus piezas cilíndricas es nuestra forma principal de hacer que el medio ambiente esté libre de contaminación. La mayoría de nuestros clientes están preocupados por la seguridad del medio ambiente y llevan a cabo prácticas comerciales éticamente sólidas y respetuosas con el medio ambiente.
Reseñas de nuestros clientes satisfechos


¿Necesita servicios de rectificado sin centros para sus piezas personalizadas?
Nuestras capacidades de rectificado sin centros satisfacen las crecientes demandas de precisión y piezas cilíndricas de alto rendimiento con un excelente acabado superficial. DEK es capaz de cumplir con las tolerancias dimensionales estándar de ±0.001 mm con facilidad. Implementamos soluciones para eliminar o corregir situaciones potencialmente comprometidas y lo alentamos a explorar nuestra extensa lista de servicios de rectificado sin centros.
Guía para el rectificado sin centros y preguntas frecuentes sobre compras
La eliminación de material de una pieza de trabajo a través de un proceso de mecanizado se conoce como rectificado sin centros.
La participación de tecnología avanzada y maquinaria de última generación hace que el rectificado sin centros sea el proceso de mecanizado más avanzado.
Esta guía de preguntas frecuentes lo ayudará a aprender todo lo relacionado con el rectificado sin centros y cómo obtener piezas de precisión.
Además, aprenderá la forma en que DEK ofrece sus servicios y cuál es la mejor manera de brindarle piezas excepcionales.
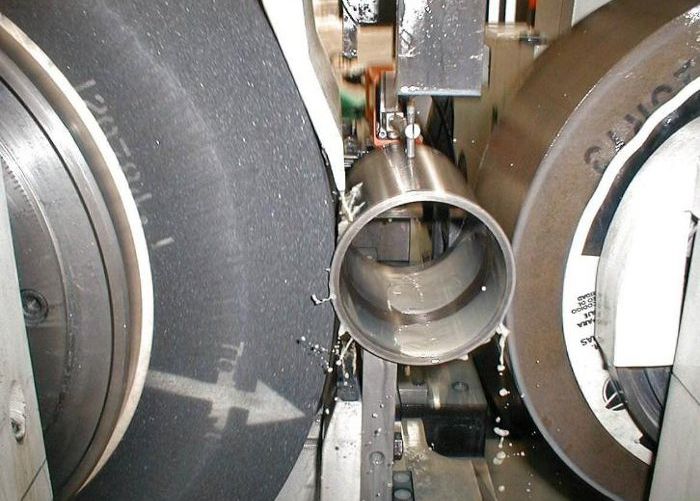
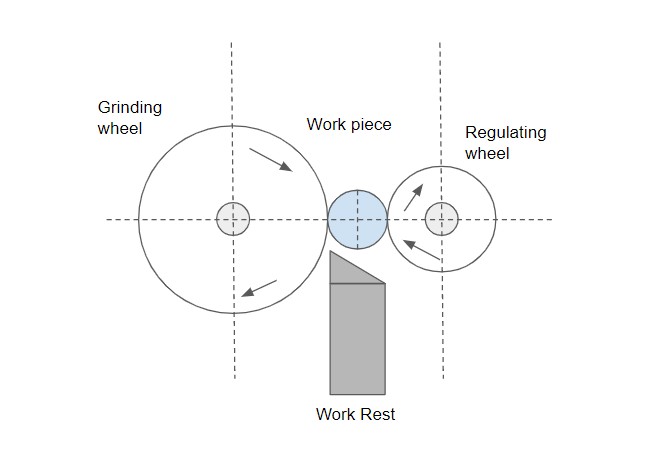
¿Qué es el rectificado sin centros?

El rectificado sin centros es un proceso de mecanizado que consta de dos muelas abrasivas giratorias.
Ha constado de las siguientes partes:
- rueda estacionaria
- Rueda móvil
- Pieza de trabajo
- Plataforma central
Una es una rueda estacionaria y la otra es una rueda móvil. La rueda móvil aplica presión sobre la pieza de trabajo colocada sobre un soporte de trabajo.
La rueda estacionaria determina la tasa de remoción de material de la pieza de trabajo.
La eliminación del desperdicio de material, energía y otros recursos valiosos es el resultado de la optimización de procesos a través de tecnologías avanzadas.
Además, el uso de tecnologías avanzadas y un entorno profesional para el rectificado sin centros también hará que el mecanizado de piezas sea rentable.
El rectificado sin centros es conocido por su capacidad para mecanizar piezas en tiempos cortos.
El rectificado sin centro puede ser de muchos tipos, pero existen tres métodos principales para obtener piezas de precisión:
- A través de la alimentación
- alimentación final
- En alimentación
Las modernas rectificadoras sin centros involucran control numérico por computadora para obtener las piezas que requieren tolerancias más estrictas.
Además, estas rectificadoras sin centros avanzadas permiten la automatización y mejoran la precisión.
El rectificado sin centros nos ayuda a mecanizar piezas como unidades de transmisión, unidades de alimentación y muchas otras piezas personalizadas.
Lo que es más importante, es un proceso de mecanizado ecológico y libre de contaminación que ofrece piezas de precisión de manera rentable.
¿Cómo funciona el rectificado sin centros?
El rectificado sin centros es uno de los procesos de fabricación más críticos que mecanizan piezas automotrices de gran volumen con gran precisión.
Estos componentes automotrices son:
- Carretes de válvula
- Barras de control
- Árboles de levas
- cigüeñales
- Pistons
- Mangas y Tollers
En general, las piezas para operaciones críticas como la hidráulica y el control de fluidos requieren rectificado sin centros.
También es muy conocido en las industrias médica y aeroespacial debido a su mecanizado de precisión.
Además, en cualquier industria donde se requiera redondez y precisión extrema de la superficie cilíndrica, se utiliza el rectificado sin centros.
Es simple pero efectivo y tampoco requiere ningún método de sujeción del trabajo.
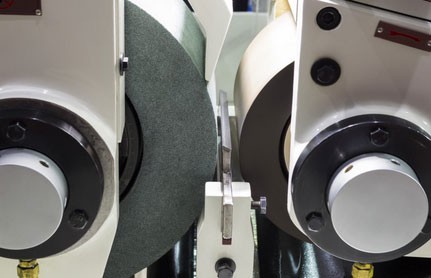
La muela abrasiva de una máquina rectificadora sin centro es más grande que la rueda reguladora.
El soporte de trabajo funciona como soporte de material para una pieza de trabajo que es una plataforma similar a una cuchilla que se encuentra entre las dos ruedas de la amoladora sin centro.
El proceso de rectificado comienza cuando la fuerza de la muela empuja la pieza de trabajo hacia la rueda reguladora.
La velocidad de rotación de la pieza de trabajo depende de la velocidad de la rueda reguladora.
Usar diferentes técnicas de rectificado para procesar la pieza de trabajo en una pieza según el diseño y la complejidad de la pieza.
Después del procesamiento de la pieza, la rueda relacionada tira de la pieza contra un tope colocado en el descanso de trabajo.
La muela abrasiva es la parte más importante del rectificado sin centros debido a su responsabilidad de rectificar la pieza en la forma deseada.
Las ruedas en sí son duraderas y mantienen su nitidez por más tiempo.
Además, estas ruedas tienen una alta conductividad térmica que ayuda a mantener la forma a altas temperaturas de contacto y es esencial para lograr altas velocidades de rotación.
El rectificado sin centros requiere menos tiempo para mecanizar piezas de precisión.
¿Cuáles son las formas del rectificado sin centro?
El rectificado sin centros utiliza corte abrasivo para eliminar material para dar forma a las piezas y uno de los mejores procesos de mecanizado para piezas redondas.
La singularidad de este proceso de mecanizado es que la pieza de trabajo se mantiene en su lugar gracias a la presión de las ruedas giratorias.
No se requiere reparación, y la configuración es simple con tiempos de respuesta rápidos.
La eliminación de la posibilidad de defectos durante las operaciones de esmerilado es la razón por la cual la pieza de trabajo está rígidamente soportada.
El rectificado sin centro también puede mantener tolerancias de piezas redondas de hasta ±001 mm.
Mecanizar piezas de trabajo con formas relativamente complejas, como formas de reloj de arena, es una tarea difícil para el rectificado sin centros.
Las siguientes son algunas piezas que requieren una redondez extrema y pueden lograr formas de precisión a través del esmerilado sin centro:
- Ejes
- componentes hidráulicos
- Varillas de hilo
- Pins
- bujes
- Sujetadores
Las industrias que requieren piezas rectificadas sin centros de alta precisión mediante rectificado sin centros incluyen:
- Atención Médica
- Aeroespacial
- Militar / Defensa
- Generación de energía
- Petróleo y gas
- Bandas de Procesamiento de Alimentos
Si sus piezas contienen formas redondas, el rectificado sin centros es el proceso de mecanizado adecuado para sus piezas.
Además, el rectificado sin centros también ofrece un acabado superficial perfecto para sus piezas redondas gracias a su capacidad para rectificar con precisión.
¿Qué materiales pueden ser rectificados sin centros?

Las piezas cilíndricas y otras redondeadas pueden ser de material industrial de la más alta calidad.
Estos materiales a veces pueden ser extremadamente difíciles de mecanizar, por lo que el rectificado sin centro como un rectificado de diámetro exterior procesa estos materiales con técnicas únicas.
Permite un mecanizado más fácil y rápido de piezas de trabajo que requieren tolerancias y precisión más estrictas.
Además, con sus operaciones más rápidas, mayor soporte para piezas de trabajo y mayor precisión, una amplia biblioteca de materiales está disponible para procesar a través del rectificado sin centros.
Los metales involucrados en toda industria que requiera piezas redondas pueden ser procesados mediante rectificado sin centros y algunos de los más importantes son los siguientes:
- Aluminio
- Latón
- Bronce
- Barco con alcohol
- Aleaciones de alta temperatura
- Aleación de niquel
- Acero Inoxidable
- Titanio
No importa el material, el rectificado sin centros puede brindar piezas metálicas de alta calidad que satisfagan sus expectativas a través de su avanzada tecnología y procesos de mecanizado.
La automatización en el rectificado sin centros mejora la precisión y exactitud de las piezas y nos permite procesar muchos otros materiales duros que a veces requieren piezas redondas con superficies complejas.
El rectificado sin centros es importante en la producción de árboles de levas, cigüeñales y ejes de engranajes impecables que consisten en material resistente de grado industrial.
¿Cuáles son las ventajas del rectificado sin centros?
Cuando las piezas tienen una relación alta entre longitud y diámetro, el rectificado sin centros se convierte en un requisito sólido para lograr una tolerancia más estricta de estas piezas.
El rectificado sin centros es un valioso proceso de mecanizado que ofrece muchos beneficios primarios y secundarios tanto para los fabricantes como para los clientes.
Además, la utilización de tecnologías más recientes y maquinaria avanzada puede aumentar aún más sus beneficios.
Las siguientes son algunas de las principales ventajas para alguien que utiliza el rectificado sin centros:
- Las rectificadoras sin centros trabajan durante más tiempo sin perder rendimiento
- Requiere poco o ningún mantenimiento y ofrece soluciones rentables
- Capaz de producir piezas en grandes cantidades rápidamente
- Las rectificadoras sin centros pueden incluso funcionar durante años sin interrupciones
- Elimina el inconveniente de una avería.
- Puede alcanzar un alto nivel de precisión.
- Produzca superficies finas y cortes de máxima calidad con precisión
- Reducir la cantidad de materiales, energía y otros recursos valiosos que se desperdician
- Puede mejorar el rendimiento a través de la automatización y el software.
- Ayudarle a lograr una fabricación idéntica
- Puede lograr tolerancias extremadamente estrictas de +/-0.001 mm
- Es posible lograr una excelente redondez de las piezas con el rectificado sin centros
- Ofrece una excelente rectitud
- Menos material en comparación con el rectificado entre centros
- Poca desviación del trabajo que permite rectificar piezas más largas
- Reduzca los tiempos de ciclo al ofrecer facilidad de automatización
El rectificado sin centros también ofrece cortes muy ligeros y finos acabados superficiales a su pieza de trabajo.
Además, requiere recursos limitados y es una herramienta poderosa que procesa sus pedidos de gran volumen dentro de los plazos que establezca.
¿Cuál es la tolerancia más estricta del rectificado sin centro?

Es importante que las rectificadoras sin centros sean de alta precisión.
Las máquinas sin centro de ultraprecisión son muy exigentes en el mundo industrial moderno y necesitan procesar materiales modernos con gran precisión.
Las piezas críticas y complejas están involucradas en la industria aeroespacial y otras industrias sensibles.
Una sola irregularidad de falla puede causar daños millonarios que requieren rectificado sin centro.
El rectificado sin centros confía en su capacidad para producir piezas con tolerancias más estrictas para las aplicaciones más difíciles.
Abordar las aplicaciones más exigentes con la mejor tecnología de rectificado sin centros de su clase seguramente nos brinda piezas con tolerancias más estrictas de +/-0.001 mm.
Lo que es más importante, el rectificado sin centros es la solución para los mayores desafíos de los clientes a la hora de lograr precisión y el más alto nivel de exactitud en las piezas mecanizadas redondas.
La última tecnología y automatización involucradas en el rectificado sin centros de ultraprecisión están llevando las tolerancias de las piezas más allá del límite.
Ayuda a mantener tolerancias más estrictas en el tamaño del diámetro y la cilindricidad al nivel de submicras.
Además, el rectificado sin centros de ultraprecisión lo ayuda a lograr un mayor nivel de precisión para muchas piezas de alta tecnología involucradas en las máquinas actuales.
La fabricación de las piezas perfectas es procesable mediante la combinación de rectificado sin centros con tecnologías avanzadas.
¿Cuál es la diferencia entre el esmerilado y el pulido sin centro?

El pulido es un proceso de acabado superficial para aumentar la suavidad de las piezas.
Técnicamente, un abrasivo pegado adherido a la rueda de trabajo puede realizar el pulido de la pieza.
Por otro lado, el rectificado sin centros es un proceso de mecanizado para piezas que tienen forma redonda.
El rectificado sin centros también ofrece un acabado superficial perfecto a la pieza mecanizada de forma automática.
Su beneficio más importante es que brinda tolerancia al metal con acabados superficiales bajos y consistentes que hacen de la pieza una de las mejores.
Sin embargo, el esmerilado y el pulido sin centros a veces se realizan en las piezas simultáneamente.
Desde aluminio hasta titanio, el rectificado sin centro es compatible con todos los metales y también ofrece un acabado superficial perfecto y limpio.
Además, es interesante que sea posible lograr una perfecta suavidad de la superficie de las piezas de ambas formas.
Para dar un acabado brillante a las piezas redondas, se utiliza el pulido y afecta mucho a las piezas de aluminio, latón y acero inoxidable.
El esmerilado sin centros siempre se realiza antes del pulido para lograr el objetivo de una superficie de pieza plana con daños mínimos.
El rectificado sin centros eliminó principalmente las marcas de sierra, niveló y limpió la superficie de la pieza de trabajo para darle la forma deseada.
El pulido elimina aún más los artefactos del esmerilado sin centros.
La principal diferencia entre el esmerilado sin centros y el pulido es que el pulido puede realizar solo un tipo de tarea.
¿Cuáles son las diferencias entre el rectificado centrado y sin centro?

El rectificado sin centros es muy diferente del rectificado centrado. El rectificado sin centros no contiene accesorios ni husillos para asegurar la pieza de trabajo.
En el rectificado sin centro, dos muelas abrasivas giratorias aseguran la pieza de trabajo, y la velocidad de rotación entre sí determina la tasa de eliminación de material de la pieza de trabajo.
Es importante que comprenda que ambos tipos de molienda son iguales, pero el proceso de molienda es diferente.
Sin embargo, ambos procesos de molienda tienen sus propias aplicaciones, ventajas y desventajas.
Además, las siguientes son algunas diferencias potenciales entre el rectificado sin centros y el rectificado centrado:
- En el rectificado centrado, la pieza de trabajo consta de un centro fijo; sin embargo, no hay una posición central fija para la pieza de trabajo en el rectificado sin centros.
- En rectificado centrado, es ideal para colocar la pieza de trabajo entre los dos centros en el mandril; sin embargo, en el rectificado sin centros, la pieza de trabajo se mantiene entre dos ruedas giratorias para el mecanizado.
- En el rectificado centrado, la pieza de trabajo no realiza ningún movimiento y solo gira la muela abrasiva, pero en el rectificado sin centro, la pieza de trabajo gira mediante la rueda reguladora y la muela abrasiva únicamente.
- En el rectificado centrado, es ideal para mantener la pieza de trabajo en las mordazas fijas, y en el rectificado sin centros, la pieza de trabajo no está fija y es fácil de cargar y descargar, además de agilizar los tiempos de preparación.
- El rectificado centrado no es económico para la producción en masa en comparación con el rectificado sin centros.
Además, al utilizar el rectificado centrado, cualquier forma y tamaño de la pieza de trabajo se puede mecanizar con mayor precisión y acabado.
Con el rectificado sin centros, solo se mecanizan piezas de trabajo de forma cilíndrica, pero ofrecen más precisión y pueden lograr tolerancias más estrictas, incluso de +/-0.001 mm.
¿Cuáles son las diferencias entre el rectificado cilíndrico y el rectificado sin centros?
La mayoría de los clientes a veces confunden el rectificado sin centros con el rectificado cilíndrico, pero en realidad, estos son muy diferentes entre sí.
La principal diferencia entre estos dos es que el rectificado cilíndrico consta de una sola rueda y el rectificado sin centros se realiza en dos ruedas.
Sin embargo, el rectificado sin centros también es mucho más rápido que cualquier otro proceso de rectificado, además de producir resultados excepcionalmente precisos.
También es mejor para aplicaciones que requieren alta precisión con piezas de excelentes tolerancias.
Ambos procesos de rectificado son capaces de producir piezas con excelentes acabados superficiales y formas de proceso redondas.
Además, también hay algunos beneficios que no puede obtener a través del rectificado cilíndrico:
- Producción de piezas de alto volumen con alta velocidad
- El proceso de maquinado para un amplio espectro de campos, incluyendo:
- Aeroespacial
- Automotriz
- Militares
- Atención Médica
- Contienen importantes actualizaciones técnicas que aumentan la eficiencia de los procesos de rectificado disminuyendo el tiempo de mecanizado.
El rectificado cilíndrico también tiene la capacidad de lograr tolerancias extremadamente estrechas y ángulos redondos con precisión.
Además, cuando la automatización implica rectificado sin centros, también se vuelve más rentable que el rectificado cilíndrico.
¿Cómo mejora el rectificado sin centros el rendimiento y la calidad de las piezas?

Ningún otro proceso de mecanizado puede eliminar material del exterior de una pieza de trabajo cilíndrica a través del corte abrasivo para lograr una suavidad, redondez y diámetros deseados excepcionales.
Hay algunas cosas involucradas en el rectificado sin centros que lo hacen único y ayudan a mejorar la calidad y el rendimiento de las piezas mecanizadas, que incluyen:
- Últimas tecnologías
- Maquinaria de última generación
- El uso de la automatización
- Rectificado sin centros totalmente optimizado
- Elimina el desperdicio de material.
- Elimine el desperdicio de energía
- Eliminar el desperdicio de recursos valiosos
- Elimina procesos innecesarios
- Mecanizado de precisión rentable
- Lograr tolerancias más estrictas
- Fabricación rápida e inspección detallada
Además, el rectificado sin centros es capaz de abordar todos los desafíos ambientales, tecnológicos, sociales y económicos.
El uso de tecnología avanzada en el rectificado sin centros puede brindarle un mecanizado y un acabado superficial de ultraprecisión.
Además, los fabricantes creen que lograr tolerancias más estrictas, adoptar la última tecnología, mejorar las máquinas y reducir los desafíos de las superaleaciones puede ayudar a obtener piezas excepcionales y de alto rendimiento en calidad.
El rectificado sin centros también ofrece una estabilidad térmica y dinámica óptima que ayuda a mecanizar las piezas más precisas rápidamente.
Además, un entorno de rectificado sin centros completamente controlado es importante para obtener resultados impecables y acabados superficiales perfectos.
¿Es el rectificado sin centros adecuado para su proyecto?

En general, el rectificado sin centro es principalmente para piezas redondas de precisión.
Sin embargo, sigue siendo un segmento importante para la tecnología.
El rectificado sin centros es conocido por su capacidad de redondeo rápido y precisión, además de ser un ejercicio mucho menos desalentador y que consume menos tiempo.
El rectificado sin centros es solo un poco difícil pero muy simple. Es adecuado para usted si desea:
- Mecanizado rápido para sus piezas redondas
- Piezas de precisión con un acabado superficial excepcional
- Piezas con tolerancias más estrictas
- Solución rentable
Además, el rectificado sin centros también promueve un entorno ecológico y libre de contaminación.
Además, si necesita lo siguiente, el rectificado sin centros es para usted: rectificado flexible para sus piezas y equipo pequeño de rectificado sin centros para piezas pequeñas.
También se prefiere fabricar piezas para equipos hidráulicos, motocicletas y más.
Es importante mantener la consistencia en la calidad de las piezas, y también viene con una mejor fabricación de piezas.
El rectificado sin centros tiene un gran impacto en la fabricación moderna y ayuda a aumentar la productividad general de su empresa.
A medida que avanza la tecnología, el rectificado sin centros también evoluciona y ofrece soluciones más rentables para sus necesidades de fabricación de piezas redondas.
Como puede ver, hay muchos beneficios del rectificado sin centros, que son la razón por la que tiene tanto éxito.
No hay posibilidad de ningún error crítico en el rectificado sin centros y puede alimentar piezas automáticamente.
También es posible lograr tolerancias dimensionales más estrictas para las piezas mediante el rectificado sin centros porque ningún otro proceso de rectificado brinda ese nivel de precisión.
En general, si desea piezas redondas impecables con tolerancias más estrictas de manera rentable, el rectificado sin centros es para usted.
¿Cuántas rectificadoras sin centros tiene DEK?
En DEK, tenemos hasta 46 piezas de rectificadoras sin centros que ofrecen una eliminación rápida de material, menores tolerancias de la máquina y tamaños tan pequeños como 0.0001″ o mejores.
Nuestras amoladoras sin centros se fabrican en Taiwán y Japón.
Nuestro equipo de ingenieros expertos también continúa actualizando nuestras rectificadoras sin centros para ofrecer piezas más robustas y precisas.
En años anteriores, el rectificado sin centros se ha vuelto popular en muchas industrias críticas debido a su mayor tasa de producción, mejor estabilidad de la pieza de trabajo y menos tiempo requerido para preparar el trabajo.
Además, DEK se asegura de que nuestras rectificadoras sin centros también ofrezcan costos de producción más bajos y mantengan los costos lo más bajos posible.
DEK con esa cantidad de rectificadoras sin centros puede completar pedidos de gran volumen en 1 a 2 semanas con facilidad.
DEK también realiza una inspección detallada para que cada pieza que reciba sea impecable y de la máxima calidad.
DEK tiene una excelente capacidad para modificar rectificadoras sin centros basadas en las últimas tecnologías de rectificado sin centros.
En DEK, nos dedicamos a los avances en diversidad y automatización.
Además, DEK ofrece constantemente rectificadoras sin centros nuevas y mejoradas para procesar sus pedidos.
Nuestras amoladoras sin centros han mejorado en calidad y funcionalidad.
A medida que aumentan los requisitos de rectificado sin centros, DEK, con la ayuda de sus rectificadores sin centros avanzados, se asegura de conquistar las demandas que enfrenta en la industria.
¿Cuántos trabajadores calificados de Centerless Grinder DEK tienen?

DEK tiene hasta 40 trabajadores calificados que sirven solo para un propósito: lograr un rectificado sin centros de precisión y control de calidad.
Nuestro personal también consta de más de 10 ingenieros que estudian nuevas técnicas y las implementan en nuestros sistemas actuales para hacerlos más confiables.
En DEK, nuestro personal calificado está decidido a ofrecer un mejor rectificado sin centros para aumentar la productividad y eliminar por completo la posibilidad de errores.
DEK cree que para lograr precisión y piezas con tolerancias más estrictas, no solo se requieren rectificadoras sin centros avanzadas, sino que también es muy importante contar con personal altamente capacitado.
Nuestro personal de calidad motiva a DEK a lo siguiente:
- Apunte a tolerancias más estrictas y piezas de precisión
- Asegúrese de que sus rectificadoras sin centros ofrezcan la precisión necesaria
- Mantenga un espacio mínimo para errores y equivocaciones
- Rectificadoras sin centros calibradas con precisión
- Un equipo de pruebas profesional basado en personal de control de calidad.
- Inspección detallada para producir piezas de máxima calidad.
- Mejore la funcionalidad de los procesos de rectificado sin centros
Gracias a nuestro personal de calidad, DEK está totalmente enfocado en lograr la calidad y precisión requerida.
¿Puede admitir servicios de rectificado sin centro bajo demanda?
En resumen, ¡sí! La fabricación bajo demanda es un nuevo enfoque de la innovación que DEK adoptó como una opción de producción de masa para la molienda sin centros.
La fabricación bajo demanda también se conoce como fabricación en la nube porque hace que los clientes internacionales obtengan soporte para la producción de dispositivos cilíndricos a través de servicios de rectificado sin centros de una sola fuente.
DEK también prefiere la fabricación bajo demanda debido a sus otros muchos beneficios, y algunos de ellos son los siguientes:
- Permite cotizaciones instantáneas y fácil modelado de costos.
- Sigue el estado de tu proyecto desde cualquier lugar
- También hace que la creación de prototipos sea asequible y fácil.
- Escale con un fabricante desde la finalización del pedido hasta el envío
Además, los servicios de rectificado sin centros bajo demanda también ofrecen una personalización completa de sus piezas y son ideales para ingenieros e industrias innovadoras.
Solicite una cotización hoy y deje que DEK se encargue de todo lo demás. Nuestro experimentado personal de ingenieros lo guiará de la mejor manera posible.